Содержание
****JavaScript based drop down DHTML menu generated by NavStudio. (OpenCube Inc. - http://www.opencube.com)****
Печать
Экономия чернил
Упаковочное оборудование Глава III.
АВТОМАТЫ ДЛЯ УПАКОВКИ ПЛАСТИЧЕСКИХ ПРОДУКТОВ
 Формовочно-заверточный автомат для ириса и леденцов
Формовочно-заверточный автомат для ириса и леденцов
Формовочно-заверточный автомат для ириса и леденцов
Автомат типа ИЗМ предназначен для индивидуального завертывания вперекрутку конфет типа «Золотой ключик» и леденцов во внутреннюю обертку из парафинированной бумаги и обезличенную цветную этикетку или конфет типа «Забава» в парафинированную бумагу, фольгу и обезличенную цветную этикетку.
Ирисный или леденцовый жгут круглого сечения диаметром 19 мм непрерывно поступает в формовочио - заверточный автомат из катально-растягивающей машины, входящей в одну автоматическую линию с формовочно-заверточным автоматом. В автомате двумя парами прокатных валков присному жгуту предается прямоугольное сечение 12х10 мм, после чего вращающимся дисковым ножом отсекаются от жгута отдельные конфеты длиной 25 мм.
На схематическом чертеже автомата (рис. 45) видны: пульт 2 управления автоматом, рычаг 8 для включения автомата и изменения числа оборотов главного вала, тахометр 1, показывающий число оборотов, диски для рулонов бумаги-парафинированной (7) и этикетной (4), диск 3 для рулона фольги, маховик 5 для проворачивания автомата вручную и разгрузочный лоток 6.
На рис. 46 показана последовательность операций завертывания конфеты. Ленты обертки непрерывно подаются из рулонов к месту завертывания конфеты. В то время как от ирисного или леденцового жгута отсекается конфета, другой вращающийся нож 4 грушевидного сечения отрезает от лент обертку (рис. 46, а), которая придерживается в момент отрезания и при дальнейшем завертывании конфеты сомкнувшимися направляющей рамкой 8 и рамкой прижима обертки 1.
Периодически вращающаяся в вертикальной плоскости рабочая карусель, имеющая размещенные по ее окружности шесть пар зажимных губок 6, останавливается с раскрытыми для приема конфеты губками. Толкатель 3 (рис. 46, б) проталкивает отрезанную конфету 2 в губки рабочей карусели. Обертка охватывает конфету с трех сторон (первая операция завертывания конфеты). Затем губки рабочей карусели зажимают конфету (рис. 46, в), a движущийся вверх подгибатель 7 загибает внутренний край обертки. Наружный край обертки загибается (рис. 46, г) неподвижным щитком 5 при вращении рабочей карусели. Рабочая карусель после поворота на 60° останавливается и процесс повторяется.
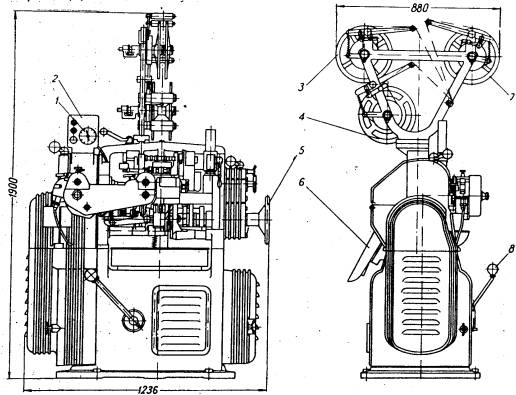
Рис. 45. Формовочно-заверточный автомат типа ИЗМ для ириса и леденцов.
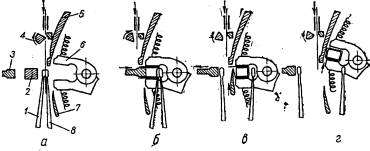
Рис. 46. Схема завертывания конфеты
После поворота рабочей карусели на 180° от позиции, в которой конфета вместе с оберткой проталкивается в губки рабочей карусели, при очередной остановке ее закручиваются выступающие концы обертки. При следующей остановке рабочей карусели зажимающие конфету губки раскрываются и выбрасывателем конфета сбрасывается на разгрузочный лоток.
Автомат приводится в действие от электродвигателя с фазовым ротором мощностью 1,7 квт. Девятиступенчатым реостатом регулируется число оборотов.
Кинематическая схема автомата дана на рис. 47. Шкив 1, движение которому передается от электродвигателя с помощью клиноременной передачи, приводит во вращение главный вал 2. От последнего с помощью зубчатых передач z1 - z2, z3 - z4, z5 - z6 и z7 - z8 приводится в движение первая пара прокатных валков 53-54, придающих круглому ирисному или леденцовому жгуту, поступающему из катально-растягивающей машины, прямоугольное сечение (жгут показан на схеме условным пунктиром). Отвала нижнего прокатного валка 53 цепной передачей z9 - z10 - z11 и зубчатой передачей z12 - z13 приводится во вращение вторая пара прокатных валков 49-50, придающих жгуту прямоугольное сечение 12х10 мм.
Число оборотов в минуту главного вала автомата регистрируется тахометром 3, который приводится во вращение с помощью зубчатых передач z2 - z14 - z15 , z16 - z17 и гибкого вала 4.
От главного вала 2 с помощью передач цепной z18 - z19 - z20 и зубчатой z21 - z22 приводится во вращение (число оборотов в минуту равно числу оборотов главного вала) вал 31 с ножом 48, отсекающим от жгута конфеты длиной 25 мм; с помощью передач цепной z18 - z19 - z23 и зубчатых z24 - z25 - z26, z27 - z28 и z29 - z30 приводится во вращение вал 21 механизма подачи обертки. Последний отключается муфтой 29. На валу 21 помещен один из пары валиков 11-12, подающих обертку. Второй валик приводится во вращение зубчатой передачей z31 - z32 (обертка показана на схеме условным пунктиром). Шестерня z2б одновременно приводит во вращение вал 30 с ножом 13 грушевидного сечения. Он отрезает от лент скомплектованные для одной конфеты обертки. В момент отрезания обертка захватывается смыкающимися направляющей рамкой 41 и рамкой прижима обертки 44.
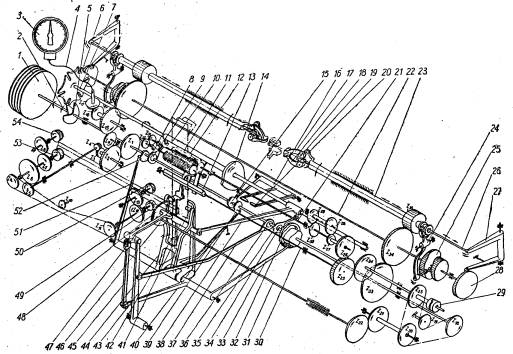
Рис. 47. Кинематическая схема формовочно-заверточного автомата типа ИЗМ.
Толкатель 47 проталкивает отрезанную конфету 46 в открытые губки рабочей карусели. Механизм горизонтального перемещения толкателя состоит из эксцентрика 36, который размещен на главном валу 2, шатуна 37 и коромысла 43. Толкатель 47 при обратном ходе опускается под продвигающийся жгут механизмом опускания, состоящим из помещенного на главном валу 2 кулачка 32, рычага 33 и тяги 45.
Перемещаемая толкателем конфета упирается в придерживаемый направляющей рамкой 41 и рамкой прижима обертки 44 комплект отрезанной обертки и направляющую рамку 41
Во время проталкивания конфеты в открытые губки обертка охватывает ее с трех сторон (рис. 46, б).
Направляющая рамка 41 перемещается при этом механизмом, который состоит из кулачка 39 и рычага 40, рамка прижима обертки 44 - механизмом, который состоит из кулачка 52 и рычага 51. Кулачки размещены на главном валу 2.
Внутренний край обертки подгибается подгибателем 42, жестко Соединенным с коромыслом 38, которое приводится в движение от эксцентрика 34 с помощью шатуна 35. Наружный край обертки подгибается неподвижным щитком при движении рабочей карусели.
Вал 7 рабочей карусели приводится в периодическое движение с остановками с помощью мальтийского механизма, состоящего из водила 5 и шестипазового мальтийского креста 6. Зажимные губки рабочей карусели открывает и закрывает механизм, который состоит из эксцентрика 9, шатуна 8 и коромысла 10 (с последним жестко соединен кулачок 14).
Выступающие концы обертки закручиваются щипцами двух закручивающих головок, размещенных по обе стороны рабочей карусели. От главного вала 2 с помощью зубчатой передачи z33- z34 приводится во вращение кулачковый вал 22 закручивающих головок, каждая из которых совершает три координированных движения: 1) вращательное с угловой скоростью в три раза большей, чем угловая скорость главного вала; 2) возвратно-поступательное для приближения к закручиваемой обертке и удаления от нее; 3) закрытия и раскрытия губок щипцов.
Вращение правой закручивающей головке передается с помощью зубчатой передачи z34 - z35. Головка поступательно перемещается механизмом, состоящим из размещенного на кулачковом валу 22 кулачка 25 и рычага 24, который перемещает полый вал 23. Губки 17 и 18 щипцов закрываются и раскрываются механизмом, состоящим из помещенного на валу 22 кулачка 28 и рычага 27, который поступательно перемещает внутри полого вала 23 вал 26, заканчивающийся зубчатой рейкой 19. Губки 17 и 18 изготовлены заодно с зубчатыми секторами входящими в зацепление с зубчатой рейкой 19 и при поступательном перемещений вала 26 и вместе с ним рейки 19 раскрываются и закрываются. Левая закручивающая головка совершает аналогичные движения и приводится от того же кулачкового вала 22.
Завернутые конфеты сбрасываются на разгрузочный лоток механизмом выбрасывателя, который состоит из кулачка 15 и рычага 16, жестко соединенного с выбрасывателем 20.
Производительность автомата до 665 шт. конфет в минуту. Габаритные размеры автомата (в мм): длина - 1236, ширина - 880, высота - 1900. Вес автомата - 715 кг.