Содержание
****JavaScript based drop down DHTML menu generated by NavStudio. (OpenCube Inc. - http://www.opencube.com)****
Печать
Экономия чернил
Упаковочное оборудование Глава III.
АВТОМАТЫ ДЛЯ УПАКОВКИ ПЛАСТИЧЕСКИХ ПРОДУКТОВ
 Формовочно-заверточный автомат для сливочного масла
Формовочно-заверточный автомат для сливочного масла
Формовочно-заверточный автомат для сливочного масла
Формовочно-заверточный автомат для сливочного масла типа ОМФ предназначен для формования брикетов этого продукта Весом 100 или 200 г и завертывания брикетов в пергамент. Размер брикетов весом 100 г - 102х33х33 мм и 200 г - 102х33х66 мм.
Автомат работает в технологической линии с горизонтальным плунжерным прессом типа ОМП периодического действия, предназначенным для образования пласта сливочного масла прямоугольного сечения 102х33 мм. Продукт формуется при температуре от -3 до -5° с целью обеспечения высокого товарного вида продукции.
Формовочно-заверточный автомат для сливочного масла; схематический чертеж которого дан на рис. 39, состоит из следующих частей: питающего транспортера 11, который предназначен для подачи пласта масла от пресса к фасующему устройству автомата; фасующего устройства 10; роторного элеватора 4, которым брикеты масла передаются от фасующего устройства к завертывающему; бобинодержателя 9 для установки рулона с пергаментом; компостера 5 для прокалывания даты выпуска продукта; прижима 7 для остановки ленты пергамента во время прокалывания даты; ванны 6 с подсоленной водой для увлажнения пергамента; тянущих (питающих), ножевых и отрывающих валиков 5, предназначенных для подачи, надсечки и отрыва пергамента; завертывающего устройства 3, в котором происходит завертывание брикета масла в раскрой пергамента; транспортера готовой продукции 2; электродвигателя 1 для привода автомата.
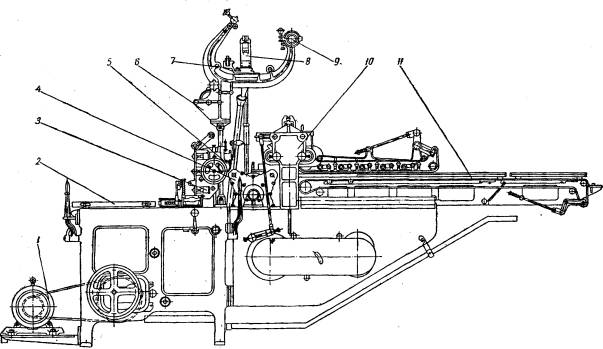
Рис. 39. Формовочно-заверточный автомат типа ОМФ для сливочного масла.

Рис. 40. Технологическая схема формования и завертывания брикетов сливочного масла.
Сливочное масло, отпрессованное в виде пласта прямоугольного сечения (рис. 40), поступает от пресса по рольгангу на питающий транспортер автомата. Пласт масла, зажатый между верхней и нижней лентами питающего транспортера, подается к фасующему устройству, где при вращении зубчатого ротора брикет масла определенной длины отрезается струной (операция 1), после чего подхватывается с лотка фасующего устройства полочками роторного элеватора и переносится на нижний лоток (операция 2). Отсюда брикет подается толкателем в завертывающее устройство. Перед фальцующей; плитой завертывающего устройства брикет встречает вертикально расположенный на специальном ограничителе раскрой пергамента (операция 3). Проходя вместе с раскроем пергамента между крышкой фальцующей плиты и самой плитой, брикет обертывается пергаментом по передней, верхней и нижней граням. Одновременно с помощью подминающих лапок и винтовых направляющих завертываются боковые грани брикета. Таким образом, когда толкатель начинает идти обратно, брикет масла оказывается завернутым по пяти граням (операция 4).
Шестая задняя грань, где образуется конверт завертки, обертывается с помощью специальных механизмов. Сначала загибаются боковые створки конверта (операция 5), затем загибается нижняя створка конверта (операция 6) и, наконец, - верхняя (операция
Когда брикет масла будет полностью завернут, толкатель подает для завертывания следующий брикет. Этот брикет своей передней гранью будет прижат толкателем к задней грани завернутого брикета и тем самым уплотнит только что образованный конверт, а затем переместит завернутый брикет (операция 8).
Под действием последующих брикетов масла, подаваемых толкателем в завертывающее устройство, завернутый брикет выталкивается на транспортер готовой продукции (операция 9).
Автомат приводится в действие электродвигателем мощностью 1 квт. Кинематическая схема привода автомата дана на рис. 41. От электродвигателя через клиноременную передачу приводится во вращение шкив 7, сидящий вхолостую на валу 5 коробки скоростей. При включении сцепной муфты 6 приходят во вращение валы 5 и 4 коробки скоростей.
Коробку скоростей переключают посредством выдвижных шпонок рукояткой 99 при выключенной муфте. Рукоятку 99 необходимо оттянуть и повернуть до совпадения риски лимба с отметкой, указывающей требуемый вес брикета масла, а затем отпустить ее, чтобы фиксирующий штифт вошел в соответствующее отверстие.
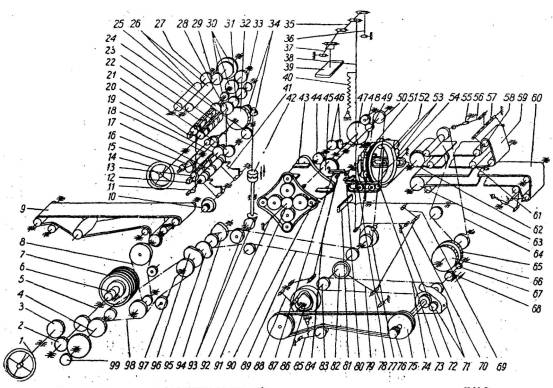
Рис. 41. Кинематическая схема привода формовочно-заверточного автомата типа ОМФ.
Автомат проворачивается вручную при выключенной сцепной муфте с помощью штурвала 1, который для сцепления зубчатых колес 3 и 2 необходимо оттянуть. Чтобы во время работы автомата маховик не вращался, следует последний подать до полного расцепления зубчатых колес 3 и 2.
От вала 4 коробки скоростей через цепные передачи 98 и движение передается на ленточный транспортер 9 готовой продукции, а через цепную передачу 98 - на кулачковый вал 97.
Кулачками 96, 95 и 94 приводятся в движение механизмы образования конверта завертки брикетов масла. От кулачкового вала 97 через цепную передачу 89 и конические зубчатые передачи 93 и 34 приводится в движение кулачковый вал 18 механизма валков для подачи и раскроя пергамента. Далее от зубчатого колеса 32 движение передается в трех направлениях:
а) через зубчатые колеса 31, 33, зубчатый перебор 30 и зубчатую пару 29, 27 - паре тянущих (питающих) валиков 26;
б) через зубчатые колеса 31, 28 и 25 - паре ножевых валиков 23, 22;
в) через зубчатые колеса 24, 21 и 19 - паре отрывающих валиков 13, 17.
Кулачки 16 предназначены для периодического изменения зазора между ножевыми и между отрывающими валиками, что достигается следующим образом. Подшипники 20 ножевого и подшипники 12 отрывающего валиков жестко связаны с толкателями 11, получающими движение от кулачков 16 через ролики 15. Следовательно, вместе с толкателями будут периодически двигаться валики 13 и 22, при этом то удаляясь, то приближаясь, соответственно к валикам 17 и 23.Принцип работы механизма валиков следующий,
Лента пергамента, сматываемая с рулона, проходит под компостером 39, где прокалывается дата выпуска. В момент прокалывания даты лента останавливается прижимом. Компостер и прижим приводятся в действие от кулачка 77 через толкатель 72, шатуны 38 и 35, коромысла, 36 и 37. Пружина 40 обеспечивает замыкание кулачковой пары. Дальше через направляющие ролики, ванну с подсоленной водой и компенсирующее устройство лента поступает в пару тянущих (питающих) валиков 26, а затем - пару ножевых валиков. На одном из ножевых валиков 23 закреплен зубчатый нож, на втором валике 22 имеется прорезь для ножа. В момент совпадения ножа с прорезью валик 22 быстро сближается с валиком 23, нож входит в прорезь и надсекает ленту пергамента. Величина захода ножа в прорезь регулируется специальным устройством.
Надсеченная лента проходит через пару отрывающих валиков 13 и 17, где происходит отрыв надсеченной части пергамента от ленты за счет разности скоростей валиков верхней и нижней пар. Пропуская определенную длину ленты пергамента при удалении друг от друга, отрывающие валики при сближении плотно захватывают ленту и отрывают надсеченную часть пергамента.
Образовавшийся раскрой пергамента поступает по вертикальным направляющим до специального ограничители 41, которым удерживается на пути движения брикета масла. С помощью рукоятки 10 ограничитель устанавливается в положение, соответствующее определенной величине брикетов масла. Для этого необходимо оттянуть рукоятку, повернуть до совпадения риски лимба с отметкой, указывающей требуемый вес брикета, и отпустить рукоятку, чтобы фиксирующий штифт вошел в соответствующее отверстие.
Перебор 30 предназначен для изменения скорости подачи пергамента при переходе на фасовку брикетов другой величины.
При выключенной сцепной муфте 42 с помощью маховика 14 можно проворачивать вручную все три пары валиков.
От кулачкового вала 97 через цепную передачу 89 получает вращение кулачковый вал 83. Далее через клиноременной вариатор с раздвижным ведомым шкивом 75 и параллельно через цепную передачу 74 приводится в действие цилиндрическо - червячный дифференциальный механизм 71. От последнего через цилиндрическую зубчатую передачу 67-65 (при фасовке брикетов масла весом 100 г) или зубчатую передачу 68-66 (при фасовке брикетов весом 200 г), цепную передачу 64 движение передается на ведущие барабаны 63 и 62 питающего транспортера.
Пласт масла, поступающий из пресса, попадает между лентами питающего транспортера и перемещается с ними без проскальзывания благодаря тому, что нижняя ветвь верхней ленты 59 прижимается к пласту масла прижимными роликами 61, а верхняя ветвь нижней ленты 60 движется по направляющим плитам. Для устранения проскальзывания лент на барабанах на поверхности последних имеются шипы. Периодическое натяжение лент осуществляется с помощью натяжных устройств, основными звеньями которых являются: тяга 56 с регулирующей гайкой и пружиной, подвижная направляющая 55, рычаг 57 и валик 55.
От кулачкового вала 83 через цепную передачу 50, цилиндрическую зубчатую передачу 45-44, коническую передачу 46 и цилиндрическую 55 приводится во вращение ротор 52 фасующего устройства. Снаружи ротор имеет зубчатый венец, внутри ротора натянута диаметрально стальная струна 54. Ротор вращается в роликовых опорах 51, закрепленных на каретке 73, которая, опираясь направляющими на четыре ролика 75, совершает горизонтальное возвратно-поступательное движение, сообщаемое ей от пазового кулачка 86 через толкатель 88, шатун 84 и два зубчатых сектора 80.
Во время хода каретки вместе с ротором против движения пласта масла питающий транспортер подает пласт на лоток ротора. Обратное движение каретка совершает со скоростью, равной скорости движения транспортера. При этом струной вращающегося ротора отрезается брикет масла. Вследствие равенства скоростей движения каретки и транспортера пласт разрезается перпендикулярно к его длине, что обеспечивает прямоугольную форму брикета.
Величина хода каретки устанавливается в зависимости от величины фасуемых брикетов масла. Регулирование величины хода каретки достигается изменением угла качания зубчатых секторов 80 за счет перестановки пальца шатуна 84 в рычаге 57.
Вес брикетов масла можно регулировать. Грубое регулирование веса брикетов осуществляется изменением в известных пределах толщины пласта масла путем изменения сечения выходного отверстия мундштука пресса, тонкое регулирование веса - изменением скорости движения питающего транспортера клиноременным вариатором. Управляется клиноременной вариатор рукояткой 76. Вращая рукоятку в ту или другую сторону, уменьшают или увеличивают диаметр раздвижного шкива 75, вследствие чего изменяется в незначительных пределах скорость питающего транспортера. При этом последний будет опережать каретку или отставать от нее (в зависимости от недовеса или перевеса брикета масла). Вследствие небольшой разности скоростей транспортера и каретки искажение формы брикета будет незначительным. Натяжение клинового ремня при изменении диаметра раздвижного шкива 75, обеспечивается натяжным устройством 55.
От цепной передачи 50 через цилиндрические зубчатые колеса 49, 48, 47 получает вращение корпус 92 роторного элеватора, между щеками которого находятся полочки 43 для брикетов масла. Полочки закреплены на одной оси с сателлитами 90 планетарной передачи, встроенной внутри щек корпуса. Центральные зубчатые колеса 91 планетарной передачи закреплены неподвижно. Передаточное отношение планетарного механизма подобрано таким образом, что при вращении элеватора полочки с брикетами масла на них всегда остаются в горизонтальном положении, т. е. за один оборот элеватора сателлиты вместе с полочками совершают также один оборот, но в противоположном направлении.
Толкатель 81, предназначенный для подачи брикетов масла в завертывающее устройство, приводится в горизонтальное возвратно-поступательное движение от кулачкового вала 83 через эксцентрик 82, шатун 79, коромысло 70 и шатун 69.
Производительность автомата по фасовке и завертыванию брикетов масла при фасовке 100 г брикетов 600-700 кг/час, при фасовке 200 г брикетов 900-1000 кг/час. Габариты автомата (в мм): длина - 3596; ширина - 902; высота - 1978. Вес автомата - 1050 кг.
CSS Menu by OpenCube