Хонинговальные инструменты
При хонинговании используют бруски изготовленный методом прессования на керамической и бакелитовой основе. Абразивным материалом являются белый электрокорунд марок 23А, 24А, 25А и зеленый карбид кремния марок 63С, 64С, а также в качестве абразива используется алмаз и эльбор. Для хонингования используют бруски 2-х типов: БКв – квадратные, БП – плоские. Размеры: длина от 15 до 200 мм ширина и высота от 2 до 80 мм.
Широкое распространение на операциях хонингования получили алмазные бруски, что обусловлено значительным повышением их стойкости и режущей способности по сравнению с брусками из электрокорунда и карбида кремния. При выборе размеров алмазных брусков руководствуются следующими соотношениями: суммарная ширина комплекта брусков составляет 0,15—0,35 длины окружности обрабатываемого отверстия. Длина бруска составляет:(0,7—1)l (l—длина обрабатываемого отверстия) при D<1 (D-диаметр); (0,5—0,8)l при D=1—3. При использовании широких брусков в них прорезают продольные пазы для улучшения подвода смазочно-охлаждающей жидкости и вымывания отходов.
Концентрация алмаза в бруске во многом определяет экономичность операций хонингования. Так, при обработке чугуна следует использовать 50 %-ную и 75 %-ную концентрацию, при обработке стали — 100 %-ную концентрацию. При обработке отверстий с большим отношением L/D в стальных закаленных деталях топливной аппаратуры целесообразно применять 150 %-ную концентрацию. Данные по выбору зернистости алмазных брусков в зависимости от обрабатываемого материала, снимаемого припуска и требуемой шерохо-ватости приведены в табл. 2.
Кроме металлических и металлокерамических связок используются также алмазные бруски на эластичных органических связках; их применяют на окончательных операциях, когда необходимо получить параметр шероховатости Ra= 0,16 мкм. Вследствие высокой упругости этих связок глубина внедрения алмазных зерен в металл уменьшается, хонингование осуществляется в режиме трения — выглаживания.
Эластичными брусками зернистостью 40/28 получают параметр шероховатости Ra =0,08—0,1 мкм; брусками зернистостью 20/14—Ra == 0,05 — 0,06 мкм; брусками зернистостью 10/7—Ra == 0,03 — 0,04 мкм. Эластичные бруски используют для нового технологического процесса — плосковершинного хонингования. Этот вид хонингования применяют для обработки гильз двигателей, и заключается он в последовательном осуществлении двух операций: предварительного хонингования алмазными брусками на металлической связке АС32 125/100 Ml 100% и окончательного хонингования эластичными брусками АСМ 80/63 Р11 100%. В результате такой обработки значительно повышается износостойкость гильз, уменьшается расход масла.
При выборе абразивного материала бруска придерживаются общепринятого принципа: для обработки стали необходимы бруски из электрокорунда, а для обработки чугуна и цветных металлов — из карбида кремния. Возможны отклонения от такого выбора: часто при обработке стали на операции предварительного хонингования применяют бруски из белого электрокорунда, а на операции окончательного хонингования — бруски из зеленого карбида кремния, обеспечивающие менее шероховатую поверхность.
Важную роль в брусках играет связка. Большинство абразивных брусков выпускаются на керамической связке, обладающей пористостью и хрупкостью, обеспечивающей самозатачивание бруска. В то же время из-за хрупкости связки могут происходить сколы кромки брусков, и осколки, попадая между обрабатываемой поверхностью и брусками, наносят на обрабатываемую поверхность риски и царапины. Неравномерная твердость брусков часто является причиной налипания металла на более твердые участки рабочей поверхности брусков, что также приводит к появлению на обрабатываемой поверхности рисок и царапин. Эти недостатки хонинговальных брусков на керамической связке затрудняют обработку не термообработанных стальных деталей, а для обработки деталей из алюминиевых и медных сплавов они в большинстве случаев непригодны.
Широкое распространение на предварительных операциях получили крупнозернистые хонинговальные бруски на бакелитовой связке. Они обладают высокой прочностью на изгиб и эластичностью, вследствие чего при хонинговании уменьшается число сколов. Преимуществом таких брусков является увеличение съема металла на 20—60 %.
С уменьшением размера зерен шероховатость поверхности уменьшается; высота неровностей Рг зависит от размера зерна ds и составляет (0,04—0,1)ds. С переходом на крупнозернистые бруски съем металла возрастает, например, с уве-личением зерен в 2 раза съем металла возрастает примерно на 25—30 %.
На окончательной операции при хонинговании в два-три перехода и при хонинговании в один переход выбор зернистости брусков определяется требованиями к шероховатости обработанной поверхности детали. На пред-варительной операции применяют более крупнозернистые бруски, чтобы получить наибольшую производительность. При выборе твердости брусков ориентируются на середину диапазона твердостей для соответствующей зерни-стости бруска, материала детали и снимаемого припуска. При необходимости вы-бранную твердость брусков корректируют исходя из некоторых соображений.
- 1. Чем грубее исходная поверхность детали и чем интенсивнее съем металла, тем тверже должны быть бруски.
- 2. Чем меньше отношение длины отверстия к диаметру, тем тверже должны быть бруски. В момент выхода концов брусков за край отверстия их давление воз-растает на 40—100 % за счет уменьшения площади касания бруска с поверхностью металла, и при обратном ходе край отверстия выкрашивает наиболее выступающие абразивные зерна.
- 3. Чем меньше ширина брусков, тем более твердые бруски можно применять, так как с уменьшением их ширины облегчается удаление продуктов обработки.
- 4. Чем выше твердость обрабатываемого материала, тем мягче должны быть бруски.
Очень мягкие металлы (медь, алюминий) обрабатывают мягкими брусками. В этом случае выбор твердости брусков связан с явлением налипания металла на бруски. Налипание металла на бруски часто приводит к браку деталей по царапинам и задирам; происходит оно по следующей причине: при определенных условиях в некоторых местах поверхности бруска объем снимаемого металла превышает объем пространства для его размещения и металл, спрессовываясь, вдавливается в тело бруска.
С повышением твердости брусков уменьшается их пористость и увеличивается прочность, в результате чего ухудшаются условия для размещения стружки и образуются более крупные налипы металла. С ростом про-изводительности процесса увеличивается количество стружки и возрастает опасность образования налипов. При снятии неровностей от предыдущей обработки опасность образования налипов металла уменьшается, так как облегчается отвод стружки. Это позволяет применять более твердые бруски. При обработке деталей с короткими отверстиями и отверстиями с сильно пересеченной поверхностью (шлицевые отверстия) также целесообразно применять более твердые бруски, так как в процессе работы поверхность брусков часто выходит из контакта с поверхностью детали и благодаря этому свободно смывается смазочно-охлаждающей жидкостью.
При хонинговании мягких металлов (меди, алюминия) объем снимаемой стружки получается весьма значительным и образующиеся на брусках многочисленные крупные налипы металла наносят глубокие царапины на поверхность детали. В целях уменьшения размеров царапин в этом случае выбирают мягкие бруски, при работе, с которыми уменьшается опасность образования крупных налипов.
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 2.3). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.2.4). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.

Рис. 2.3
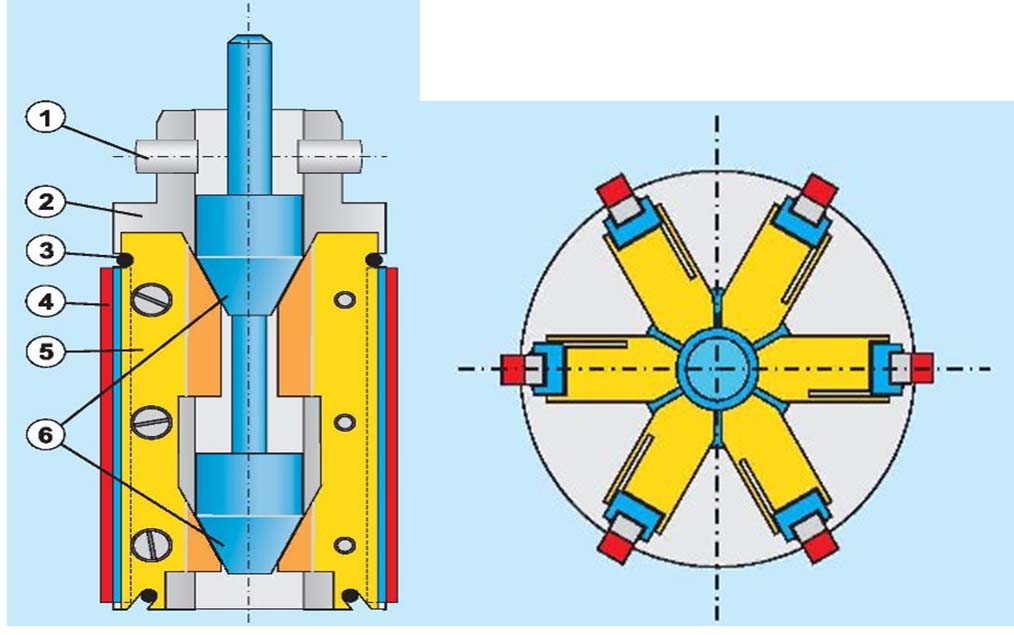
рис.2.4.
1. Карданный шарнир 4. Хонинговальный брусок
5. Хонинговальная головка 2. Хонинговальный инструмент
3. Кольцевая пружина 6. Установочный конус

рис 2.5.Хонинговальные бруски
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу "3.8 KS - инструменты для обработки алюминия") разрабатывались и согласовывались специально для обработки ALUSIL®, LOKASIL® и сравнимых алюминиево-кремниевых материалов.