бюллетень > техническая литература
Делимся опытом и технологиями малого бизнеса (часть вторая)
Технология производства пенополистирола (пенопласта)
Технология производства пенополистирола состоит из равномерной обработки теплоносителем полистирола суспензионного вспенивающего — это единственное сырье для этого вида пенопласта (не считая тепло-энерго-носителей). Сам полистирол получают, при более сложных химических процессах и сырьем для него является нефть (или её производные) — технологию мы не изучали. Само название пенополистирол говорит за себя — это вспененный полистирол, который мы привыкли видеть в виде упаковки различной бытовой техники или в виде листового пенопласта, применяемого для теплоизоляции помещений. Теплоизоляция и упаковка — наиболее массовое применение пенополистирола сегодня. Пенополистирол — более точное название этого вида пенопласта. Пенопласты — это разные виды вспененных полимеров (видно из названия), один из видов пенопласта и является пенополистирол.
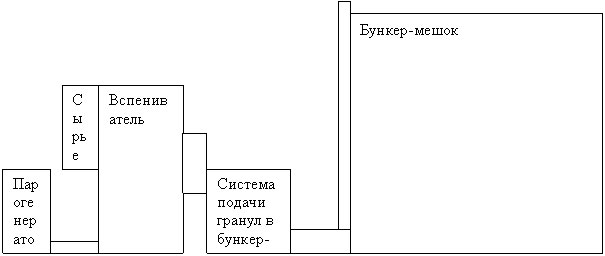
Вернемся к технологии: как уже писал, для вспенивания сырья для пенополистирола необходим эффективный теплоноситель с температурой от 90 до 150 ° — при этих температурах полистирол вспенивается и в замкнутом пространстве, т. н. пресс-формах под действием таких температур спекается и не расплавляется. Наиболее эффективным и коммерчески используемым теплоносителем сегодня является обыкновенная вода или пар — взяв бисер сырья (мелкие гранулы суспензионного полистирола) и просто кинув их в воду с температурой выше 90 °, мы сразу можем получить вспененный полистирол хоть в домашних условиях (в чайнике). Так мы получаем «воздушные пенопластовые шарики», которые так же в быту иногда применяются при производстве бескаркасной мебели, в качестве обманок и наживок для рыб, для утепления полов и т. д. Для коммерциализации процесса получения «пенопластовых шариков» в качестве теплоносителя применяют пар, вырабатываемый парогенераторами (электрическими, на газу, жидко-топливными, твердотопливными и т. д.), а в качестве механизации и автоматизации процессов — машину для равномерной обработки паром полистирола, так называемый вспениватель (предвспениватель). Если задача только получать шарики различной плотности, то из оборудования достаточно источника пара (парогенератора) и вспенивателя, нужны так же мешки (тара) — где будет накапливаться и храниться воздушный полистирол, т. к. пенополистирол в объеме в 30—70 раз больше, чем сырье (сырье — мелкий бисер диаметром до 1,6 мм), то мешки делают от 5 кубов и больше объемом и закрепляют в каркасах — даже на мини-вспенивателях, выпускаемых только в МСД, 5 кубов заполнятся за пару часов работы оборудования. Для подачи вспененных шариков в мешок используют пневмотранспорт, более детально на рис.:
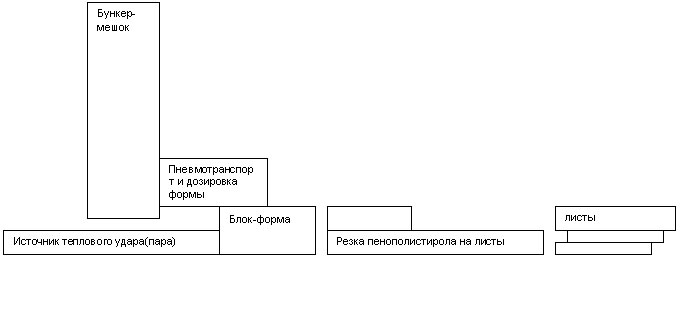
Так упрощенно выглядит производство только вспененного полистирола. В дальнейшем, для производства листового или других изделий (форм) пенополистирола гранула из бункера подается в специальные герметичные (или полугерметичные) формы, где под действием того же пара, только в больших объемах происходит тепловая обработка гранул, под действием которой в герметично закрываемых т. н. пресс-формах гранула спекается и общая масса приобретает геометрию пресс-формы. В основном пресс-формы для изготовления пенополистирольных блоков имеют геометрию прямоугольного параллелепипеда с размерами 1 м × 2 м × 0,5 м. Из такой формы сформировавшийся «куб» (так обычно называют полученный блок пенополистирола из подобных форм, хотя правильно — прямоугольный параллелепипед объемом 1 кубометр) после охлаждения вытаскивают и далее режут на листы. Резка обычно происходит горячей (под напряжением) нихромовой струной на специальном оборудовании — столах для резки пенопласта (пенополистирола). Так же распространена фигурная резка пенополистирола — эти же кубы пенополистирола закрепляются на специальных поворотных столах и с помощью специальных программ, компьютера и другого сопутствующего оснащения из блока вырезаются различные фигуры, буквы и т. д. Такое оборудование профессионалы называют термоплоттерами, по простому — станки для фигурной резки пенопласта. Другая распространенная геометрия блок-форм — т. н. термоформа или термоблок или несъемная опалубка, обычно в СНГ имеющая размеры 1 м × 0,25 м × 0,25 м. Массовые потребители определенных одинаковых изделий из пенополистирола, (ящики или упаковка или строительная терка) изготавливают эти изделия на соответствующих пресс-формах, имеющих внутреннюю геометрию получаемого изделия. Применять для массового изготовления одинаковых изделий стол фигурной резки пенополистирола коммерчески не эффективно — производительность на порядок ниже, чем делать те же изделия в пресс-формах. На рис. упрощенно показана дальнейшая обработка гранул пенополистирола после вспенивания для получения листового пенопласта:
Рашид
Учредитель МСД
4.02.09 г.
Технология производства пенобетона
Как сэкономить в этот сложный кризисный период и получить лучший и более дешевый источник материалов в строительстве? Один из вариантов — получить объемный (вспененный) цементный блок с ГОСТовскими параметрами, построить здание, сдать в эксплуатацию, и все это без обычных проблем, и даже «чуть-чуть» заработать на сэкономленных материалах и нервах. Одним из лучших вспененных материалов для строительства заслуженно считается пенобетон. Замечательная возможность выпускать пенобетон при малых вложениях и быстрая самоокупаемость вывела эту отрасль в лидеры производства строительных материалов. Технология производства пенобетона состоит в получении смеси цемента, воды, песка и воздушных шариков (0.1..0.5 мм в диаметре) получаемых с помощью пенообразователя. Сам пенообразователь (ПО) получают, при более сложных химических процессах и сырьем для него являются Поверхностно Активные Вещества (ПАВ), самым ближайшим аналогом которых являются кухонные средства для мойки посуды. Приставка Пено и говорит о вспененной структуре, которую мы привыкли видеть в виде «пемзы», знаменитого «пяткоочистителя». Строительство и теплоизоляция — наиболее массовое применение пенобетона сегодня. В послевоенные годы в СССР направление строительства из пенобетона и пеноглинобетона было одними из приоритетных, что говорит о широчайшей области применения и великолепном экономическом эффекте, который может и должен быть достигнут сейчас, в наши дни. Какие же подводные камни встретятся на пути начинающих производителей? Ответим — только желание начать новое дело, потому что десятилетиями отлаженная технология и простота исходных составляющих — это только 50% успеха. Свежий цемент, рекомендуется ПЦ 500Д0 (можно и 400 марки, но не лежалый) в количестве от 350 до 400 кг на 1 м³ полученного пенобетона (ПБ) и неглинистый песок (0.1..1 мм) от 40 до 500 кг плюс вода (температурой выше +10С) 200 л, смешанные в лопаточном (шнековом) смесителе и введенная туда пена, полученная в пеногенераторе (ПГ) из ПО, дают постоянно устойчивый, качественный результат — пенобетон, конечно при соблюдении технологии и рецептуры. Некоторые народные «умельцы» вымешивают ПБ в смесителях «груша» и могут получить пристойный результат. Так мы получаем «воздушную» цементную смесь, которая так же применяется при производстве блоков, для утепления полов, чердаков, стен и т. д. Чтобы выйти на промышленные объемы в производстве ПБ необходимо применять средства механизации — загрузочные бункера, подающие шнеки, весовое оборудование.

Так упрощенно выглядит производство пенобетонных блоков в формах. Производимое нами оборудование максимально полно расширяет область применения ПБ, за счет мобильности и пневмовыгрузки смеси на высоты до 30 м и по горизонтали до 60 м. Конкурентоспособная ценовая политика предприятия позволяет выпускать любой тип технологического оборудования под требования заказчика.
Александр Пирогов
Инженер по вспененным бетонам МСД
6.02.09 г.
Технология производства пеноизола
Человеку очень дорого достается тепло, а еще дороже его сохранить. Часто меры по удержанию тепла и теплоизоляции помещений обходятся дороже самого потерянного тепла. Одной из самых эффективных и относительно дешевых технологий является производство Пеноизола.
Существует множество видов теплоизоляторов, одним из которых является группа пенопластов, таких как полистирольный и др., а так же карбомидный -это как раз интересующий нас Пеноизол (известный под названиями микропор, изопор и др.). Эта технология широко применялась с 1950 г в Германии, а слава о экономных немцах и сейчас на устах. Они соединили широко применяемые в других областях экономики вещества, такие как Смола карбомидная КФ (КФМТ) — из деревоперерабатывающей промышленности, ортофосфорная кислота, являющаяся закрепителем (полимеризатором) — из химпрома, пенообразователь серии АБСК (кислотный) — он даже есть у пожарных.
Ни каких редких и дорогих материалов, необходимо только соблюдать технологию приготовления компонент перед работой и в процессе заливки. Все перечисленные вещества производится и в Украине, недорого и качественно. Смола в г. Горловке ПО «СТИРОЛ», «ЗАРЯ» г. Рубежное, Луганской обл. и ряд поставщиков импортного сырья, которые широко рекламируют себя в Интернете. Ортофосфорная кислота СумыХимПром, и другие. АБСК — лучший концентрат фирмы LG, и опять же Интернет. Главное, чтобы исходные компоненты были не просрочены (у смолы срок «жизни» 30 дней), поэтому мы не рекомендуем пользоваться Китайской смолой КФ, только контейнер в Одессу добирается 20 суток. Стали появляться публикации и репортажи о якобы недомоганиях людей, контактирующих с пеноизолом, к сожалению в погоне за прибылью производитель видимо применил просроченную импортную КФ, что повлекло за собой медленный выход формальдегида (его массовая доля в КФ до 0.25%), хотя обычно он улетучивается за 30 часов, конечно при соблюдений всех правил работы, описанных в сопроводительных документах, ИДУЩИХ с нашим оборудованием.
Процесс получения Пеноизола, похожего на застывшую вату, заключается в принудительном смешивании пены, полученной из АБСК и ортофосфорной кислоты в пеногенераторе (ПГ) с КФ, и подаче смеси по трубопроводу к месту заливки.
Область применения Пеноизола огромна, начиная от заливки- утепления полов, чердаков, межстенового пространства до получения плит, как широко известный и полистирольный пенопласт, но дешевле. Его структура мелкопористая, прекрасно удерживает тепло, паропроницаемость на уровне древесины, т. е. стены «дышат», его не берет грибок, ну и мыши тоже.
Мы выпускаем одни из самых технологичных, простых в настройке и обслуживании установок ГЖУ. Наши устройства способны работать на стройках и в условиях жилых помещений, не требовательны к питанию (220 В), легко переносимы, вес без емкостей и компрессора, всего 15 кг. Все обслуживание заключается в промывке трубопроводов и аккуратности выполнения работ. Полнота прилагаемых технологий позволяет без особых задержек приступить к работе, необходимо только придерживаться регламента.

Это краткая схема работы узла ГЖУ при заливке форм. Подключив длинный шланг (до 10 м) к смесителю, можно подать смесь к месту заливки на строительном участке и полностью удовлетворить заказчика по качеству и количеству утеплителя разной плотности от 15 кг/м³ до 30 кг/м³.
Александр Пирогов
Инженер по вспененным бетонам МСД
6.02.09 г.
Технология производства фасадной краски и водно-дисперсионных материалов
Технология приготовления водоэмульсионных красок состоит из перемешивания разных компонентов, основные из которых — это вода, дисперсия, наполнитель, отбеливатель, загуститель, пигмент и консервант. Из самих названий компонентов видно их предназначение:
Дисперсия (латексная или акрилатная) — основная составляющая фасадной или интерьерной краски, пленкообразующее жидкое вещество, можно сказать что это концентрированная грунтовая краска, естественно коммерчески не эффективно такой дорогой краской наносить грунт…
Наполнитель — обычно мел или мраморная пудра, наибольшая по весу составляющая любого рецепта фасадной краски.
Отбеливатель — роль отбеливателя обычно играет диоксид титана в виде мелкого порошка, кроме как отбеливатель он «помогает раствору лучше перемешаться»…
Загуститель — компонент в виде порошка или вязкого раствора, необходимый для увеличения вязкости раствора, что в итоге сказывается при применении полученной краски.
Консервант — компонент, увеличивающий срок хранения (возможно эксплуатации) краски.
Пигмент — краситель, в виде порошка или жидкости.
Примитивно смешивать компоненты можно в ведре электродрелью с насадкой (миксером) — так и делают некоторые виды водоэмульсионок в домашних условиях. Но более эффективно и производительно использовать для смешивания красок т. н. дисольверы — смесители с специальной фрезой, в которых кроме обычного смешивания происходит «диспергация раствора» — немного более сложный процесс, значительно повышающий качество получаемой краски. Подробнее о технологии изготовления фасадной краски и рецепт можно посмотреть на стр.: msd.com.ua
Рашид
Учредитель МСД
4.02.09 г.
Секреты успеха бизнеса
В предыдущем выпуске мы рассказали о 12 принципах производительности Эмерсона, пропагандируемых на нашем предприятии. Эти принципы были описаны Эмерсоном более 100 лет назад. Главная мысль Эмерсона: истинная производительность труда всегда дает максимальные результаты при минимальных усилиях! Эти принципы можно считать основополагающими, и кроме бизнеса они подходят к любому мероприятию и делу. Чтобы быть ближе к производству товаров и услуг, мы выбрали для себя стратегию (и тактику) ведущей в мире производственной компании на сегодняшний день — Тойота, сегодня ни для кого не секрет, что по соотношению цена-качество автомобили фирмы Тойота — лучшие в мире! Здесь публикуем некоторые выдержки и принципы работы предприятия Тойота, более подробнее на нашем сайте и других источниках Интернет:
Краткий обзор 14 принципов, составляющих подход Toyota
- Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
- Процесс в виде непрерывного потока способствует выявлению проблем.
- Используй систему вытягивания, чтобы избежать перепроизводства.
- Распределяй объем работ равномерно (хейдзунш): работай как черепаха, а не как заяц.
- Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
- Стандартные задачи — основа непрерывного совершенствования и делегирования полномочий сотрудникам.
- Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
- Используй только надежную, испытанную технологию.
- Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
- Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
- Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
- Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
- Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
- Станьте обучающейся структурой за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Подробнее о принципах подхода в книге 14 принципов, составляющих подход Toyota.
Делимся опытом и технологиями малого бизнеса