Линия производства гипсокартонных листов
Содержание
- Применение
- Меры предосторожности
- Отличительные особенности
- Обслуживающий персонал
- Правила безопасности
- Основные технические характеристики
- Стандартные правила эксплуатации
- Тех процесс производства гипсокартонных листов
- Порядок работы
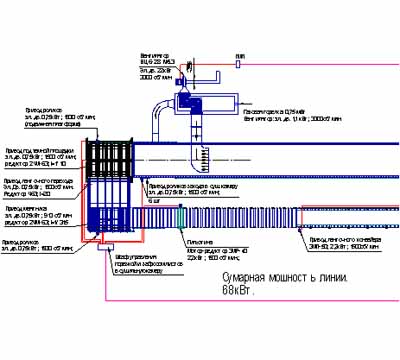
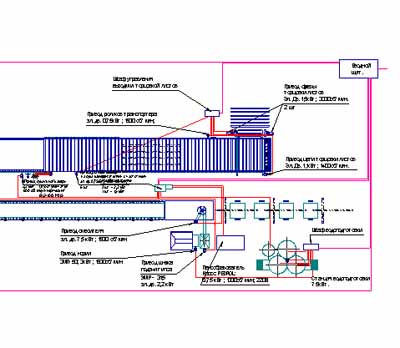
- Электрическая схема размещения и подключения электроприводов
- Размещение оборудования ГКЛ
- Техническое обслуживание
- Свидетельство о приемке
- Гарантии изготовителя
- Отзыв о работе
9. Порядок работы
- при толщине листа 9,5 мм — 6,8 кг, за одну минуту необходимо подать гипса 6,8 кг × 4,8 м. кв. = 32,64 кг.
- при толщине листа 12,5 мм — 8,95 кг, за одну минуту необходимо подать гипса 8,95 кг × 4,8 м. кв. = 43 кг.
1. Установить рулоны картона на рулонодержатели.
2. Заправить полотна картона через систему валов магазинов петлевого запаса и формовочного стола.
3. Прижать полотна картона к транспортерной ленте посредством груза и включить транспортер.
4. Произвести регулировку положения картона регулировочными болтами валов формовочного станка (если необходимо — и болтами опор валов рулонодержателя).
5. Подготовить водную составляющую гипсосердечника согласно рецептуре.
Станция водоподготовки состоит из трех бочек смесителей, две из которых выполнены в виде термоса, смесителя для лигносульфаната, расходной емкости для лигносульфаната.

6. Отрегулировать подачу гипса посредством изменения количества оборотов шнека, подающего гипс в гипсосмеситель (с помощью электронного вариатора скорости).
Первоначальная регулировка осуществляется следующим образом.
Измерить линейную скорость ленточного транспортера (изначально 3,8—4 м/мин).
За одну минуту выходит: 4 пог. м × 1,2 м (ширина гипсокартона) = 4,8 м. кв. гипсокартона.
Согласно норме расхода гипса на 1 м. кВ.:
Путем замеров подачи (взвешивания) гипса за минуту, отрегулировать скорость шнека и зафиксировать значения для каждой толщины листа по электронному табло вариатора скорости.
10. Электрическая схема размещения и подключения электроприводов.