Алмазное хонингование глубоких отверстий
Типовые конструкции зажимных приспособлений
Зажимное приспособление предназначается для установки, базирования и закрепления обрабатываемой детали. Приспособление выбирают в зависимости от конструктивных особенностей детали, требуемой точности, способа базирования, выбранной схемы обработки, инструмента, а также характера производства [24].
В зависимости от конструктивных особенностей хонингуемых деталей широкое распространение получили два основных вида зажимных приспособлений:
- Плавающие, обеспечивающие возможность перемещения детали в плоскости, перпендикулярной оси обрабатываемого отверстия. В этом случае головку жестко закрепляют на шпинделе станка, а деталь самоустанав* ливается по головке.
- Жесткие, обеспечивающие неподвижное крепление обрабатываемой детали в приспособлении. Инструмент в этом случае обычно имеет двухшарнирную конструкцию, что позволяет ему самоустанавливаться по оси отверстия.
Особую трудность представляет алмазное хонингование отверстий с исправлением положения их геометрических осей по отношению к базовым поверхностям. В этом случае установка обрабатываемой детали и закрепление приспособления на станке должны быть жесткими с обеспечением соосности по отношению к шпинделю станка, хонинговальная же головка должна присоединяться шарнирно, но в то же время точно и жестко направляться по оси требуемого положения отверстия при помощи втулок, монтируемых в корпусе приспособления [8].
При крупносерийном и массовом производстве применяют быстродействующие гидравлические и пневматические приспособления как с ручной, так и с автоматической загрузкой. Для хонингования мелких коротких деталей применяют кассетные или многоместные приспособления. Для деталей средних размеров применяют поворотные столы с комплектами из 3—6 приспособлений, а для более крупных деталей — двухпозиционные приспособления. Это позволяет сократить потери времени при смене обрабатываемых деталей.
Типовое плавающее приспособление на перекрывающихся парах полуосей представлено на рис. 8. Оно применяется для обработки гильз плунжеров топливной ап
паратуры. Приспособление состоит из круглого корпуса 6, втулки 3, кольца 4, цанги 2 и гайки 1. Кольцо 4 входит в корпус 6 и соединяется с ним при помощи двух
полуосей 9 с втулками 10, что обеспечивает качание кольца относительно корпуса. В свою очередь внутренняя втулка 3 качается относительно кольца 4 на двух полуосях 8, расположенных перпендикулярно первой паре полуосей.
Гайка /, служащая для сжатия цанги, имеет в своей верхней части полость для приема охлаждающей жидкости. Кожух 5 предохраняет полуоси наружного кольца от выпадания. Болтами 7 приспособление закрепляют на столе станка. Для центрирования относительно шпинделя в нижней части корпуса имеется посадочный буртик, входящий в соответствующую выточку стола станка. Для работы приспособлений такого типа большое значение имеет расположение осей качания относительно центра тяжести обрабатываемой детали. Чем ближе к последнему расположен центр качания, тем легче самоустанавливается деталь и тем точнее обработка отверстия [8].
Для хонингования тонкостенных втулок или гильз во избежание деформаций детали от действия зажимной силы (появляется овальность и др.) применяют в приспособлениях эластичные зажимные элементы (цанги, стальные ленты, резиновые манжеты).
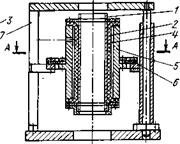



Схема диафрагменного зажимного приспособления для обработки тонкостенных стальных втулок глубинных насосов, разработанная. Стерлитамакским станкостроительным заводом им. В. И. Ленина, показана на рис. 9. Обрабатываемая втулка 1 устанавливается внутри эластичного резинового элемента — диафрагмы 2 с небольшим зазором по наружному диаметру. С помощью крана управления 3 в кольцевую полость 4 подается сжатый воздух из заводской сети под давлением не ниже 3 кгс/см2. При этом диафрагма 2 плотно и равно
мерно охватывает втулку 1 по наружной поверхности. Давление зажима равномерно распределяется по всей поверхности. Втулка 1 подвешена на диафрагме. Корпус
Рис. 9. Диафрагменное приспособление для зажима втулок глубинных насосов
| Рис. 10. Приспособление для зажима втулок по торцам |
диафрагмы 5, в свою очередь, подвешен на эластичной шайбе 6, благодаря чему втулка 1 может устанавливаться по инструменту в процессе хонингования. Шайба 6 закреплена в неподвижном корпусе 7. При разжиме полость 4 соединяется с атмосферой.
На рис. 10 показано приспособление для крепления втулок по торцам. В процессе хонингования деталь 1 удерживается от поворота за счет сил трения, возникающих при зажиме верхней плитой 2 с помощью механического или гидравлического привода< Во избежание перекоса при установке и зажиме втулки и возникновения вследствие этого овальности обрабатываемых отверстий поверхность сопряжения втулки 3 и кольца 4 выполнена сферической. Втулки 1 центрируют по наружному бурту, входящему в выточки стакана 5 [13].
Рекомендуется двухпозиционое поворотное приспособление для фиксации втулок при хонинговании.
Поворотное приспособление (рис. И) состоит из корпуса /, вала 3 с взаимно перпендикулярными уста- новочно-фиксирующими узлами 2 и 5, которые могут
занимать либо вертикальное, либо горизонтальное положение. Если один из узлов занимает вертикальное рабочее положение, то другой, горизонтально расположенный узел является загрузочным. Крепится втулка по наружному диаметру эластичными резиновыми элемен-
| Рис. И. Двухпозиционное поворотное приспособление для фиксации втулок глубинных насосов |
тами. Смена и фиксация позиций осуществляются кулачком в виде профильной канавки на валу 3, который скользит относительно штифта 4, жестко закрепленного на корпусе 1. Приспособление позволяет в загрузочной позиции снимать и загружать втулки, а в рабочей позиции хонинговать отверстие. При применении этого приспособления снижается вспомогательное время, повышается производительность труда и качество обработки.