Сварка, пайка, склейка и резка материалов
Сварка вращающейся дугой cо вспомогательным электродом
Границы применимости
Размеры: сварка замкнутых швов стыкового соединения с отбортовкой двух кромок, угловые швы, швы торцовых со¬единений. Диаметр свариваемых деталей < 300 мм; толщина металла ≤ 2 мм.
Группы материалов: нелегированные и высоколегированные стали, цветные металлы.
Область использования: промышленность, выпускающая изделия из гонкого листа; транспортные средства; приборостроение и производство емкостей.
Параметры: сила сварочного тока Is = 100/1000, А, напряжение дуги Us = 25/35B, продолжительность сварки от 0,3 до 10 секунд без перемещения свариваемого изделия.
Защитный газ: углекислый газ, аргон, газовая смесь. Расход защитного газа 10 л/мин.
Электромагнитная катушка: магнитодвижущая сила > 1000 А. Скорость вращения дуги от 50 до 300 об/cек.

Положение шва при сварке: плоскость вращения дуги. Форма соединений:
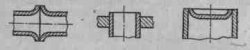
Оборудование
(см. 1.3.1).
Источник питания постоянный ток с крутопадающей внешней характеристикой, обратная полярность вспомогательного электрода, напряжение холостого хода Ux × х > 80 В.
- Сварочные выпрямители.
- Сварочный преобразователь.
- Сварочный аппарат: установка для сварки вращающейся дугой со вспомога-тельным электродом.
Сварочные машины
Вспомогательные электроды и систему катушек необходимо привести в соответствие со свариваемым изделием. Процессом сварки управляют с помощью электронных приборов. Зажигание дуги осуществляется с помощью осциллятора.
Присадочные материалы
(см. 1.4.1).
Защитный газ; углекислый газ по TGL 2968, аргон по TGL 12534. Другие присадочные материалы не требуются.
Техника выполнения сварки
Нестабильность подводимой энергии не должна превышать 10%, чтобы предотвратить появление дефектов сварки (проблема надежности соединения). Требуется тщательная подготовка стыка свариваемых кромок и допустимы лишь небольшие колебания длины дуги. Неравномерное распределение ферромагнитных масс, обусловленное формой свариваемой детали, может привести к искажению поля (например, при сварке соединений труба — фланец). Рабочие параметры сварки вращающейся дугой со вспомогательным электродом трубы размером 70×1 мм (соединение встык с отбортовкой кромок — типа трубопровода):
| Сварочный ток Is, A | 250 — 300 | 500 — 700 |
|---|---|---|
| Продолжительность сварки ts,с | 6 — 9 | 1,5 — 2 |
| Сила тока электромагнитной катушки Ik, A | 12 | 12 |
| Расход защитного газа (аргона), л/мин | 10 | 10 |
Данный способ сварки экономически особенно оправдан при массовом производстве изделий.