Электрохимическое хонингование
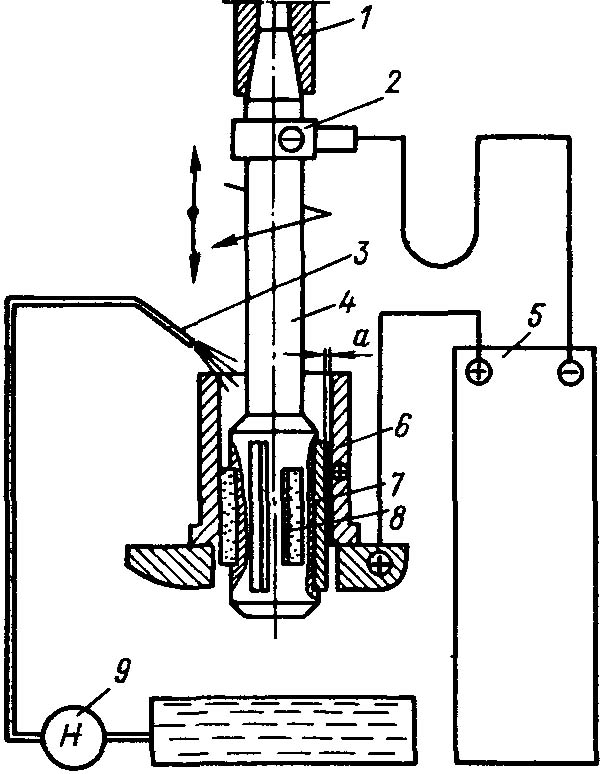
Рис.2.6. Станок для электрохимического хонингования:
1 - шпиндель; 2 - токосъемник;
3 -трубопровод подвода электролита; 4— хонинговальная головка; 5 - генератор; 6-деталь; 7—катод; 8-брусок; 9 — насос
Для значительного повышения производительности хонингования разработан способ электрохимического хонингования, при котором на механическое воздействие брусков накладывается эффект электрохимического (анодного) растворения металла. Одной из схем электрохимического хонингования является обработка брусками на токопроводящей связке: металлической и бакелитовой с графитным наполнителем. Однако при такой схеме часто наблюдается электроэрозионные явления на контакте брусок- деталь вследствии малого зазора, равного высоте выступающей части абразивных зерен и большой поверхностью контакта. Поэтому наиболее широкое распространение получила схема со специально установленными в хонинговальной головке катодами и нетокопроводящими или изолированными брусками (рис.2.6).
Конструкция станка для электрохимического хонингования мало отличается от конструкции обычного хонинговального станка. Число оборотов, скорость возвратно-поступательного движения, механизм радиальной подачи хонинговальных брусков примерно одинаковы. Некоторые различия, обусловленные особенностями электрохимического процесса, состоят в том, что от отрицательного полюса источника ток медно-графитовыми щетками с по-мощью коллектора на вращающемся шпинделе подводится к хонинговальной головке. Приспособление с обрабатываемой деталью подключено к положительному полюсу. В качестве источников тока могут быть использованы низковольтные генераторы постоянного тока и выпрямители, рассчитанные на силу тока 1000—10 000 А, позволяющие бесступенчато регулировать напряжение от 5 до 18В. Детали станка, находящиеся в контакте с электролитом, изготовлены из коррозионно-стойких сталей.
Резервуар для электролита имеет объем 500— 1000 дм в зависимости от требуемого съема материала. Большое влияние на производительность и шероховатость обработанной поверхности оказывает фильтрация электролита, благодаря которой из раствора удаляются отходы, представляющие собой смесь мельчайших стружек металла, зерен абразива и хлопьеобразных продуктов окисления, быстро забивающих обычные фильтры. Для фильтрации необходимо применять центрифуги и магнитные сепараторы.
Головка для электрохимического хонингования мало отличается от обычной. Катодом может служить корпус головки, имеющий меньший диаметр, чем диаметр обрабатываемого отверстия, на удвоенную величину межэлектродного зазора, или электрод, размещенный между хонинговальными брусками. Поверхности катодов не подвергаются изнашиванию и служат только для подвода тока. Бруски на токопроводной связке должны быть тщательно изолированы от несущих колодок для предотвращения короткого замыкания.
Головку с неподвижным катодом применяют для съема небольших припусков (до 0,5—0,8 мм), а головку с подвижным катодом — для съема припусков свыше 1 мм. Электрохимическое алмазное хонингование тонкостенных азотированных цилиндров из стали 38ХМЮА с твердостью поверхностного слоя 62—67 НКСэ производят предварительно головкой с шестью алмазными брусками АС20250/200М1100 % и неподвижным катодом при следующих параметрах обработки:
Окружная скорость, м/мин ........ 150—200
Скорость поступательного движения, м/мин . . 14—16
Давление брусков, МПа ......... 0,2—0,6
Плотность тока. А/см2 .......... 2—5
Начальный межэлектродный зазор, мм .... 0,4—0,5
Объемный расход электролита, л/мин ..... 20—40
За 2 мин удаляется припуск 0,3—0,4 мм. Погрешность формы цилиндров после обработки составляет не более 0,02 мм при первоначальной погрешности 0,1—0,2 мм. Параметр шероховатости обработанной поверхности после предварительного хонингования Ra= 0,32— 0,63 мкм. При последующем отделочном электрохимическом абразивном хонинговании в течение 30 с параметр Ra снижается до 0,08—0,16 мкм. В качестве инструмента применяют три подпружиненных бруска 63СМ14С2К и три жестко установленных деревянных бруска, поддерживающих межэлектродный зазор между катодом и обрабатываемой поверхностью.
Преимущества электрохимического хонингования.
Электрохимическое хонингование по сравнению с обычным обладает рядом преимуществ. Производительность по съему металла в 4—8 раз выше и не зависит от твердости и прочности материала, а точность, обеспечиваемая хонингованием, достигается быстрее. Так как процесс ведется при небольших давлениях брусков, электрохимическим хонингованием целесообразно об-рабатывать детали пониженной жесткости. Экономичность электрохимического хонингования тем больше, чем выше припуски на обработку и чем хуже обрабатываемость материала.
После электрохимического хонингования наблюдается «растравливание» поверхностного слоя металла по границам зерен на глубину до 3—4 мкм, поэтому обязательным является заключительный этап обработки с выключенным током в течение 10с, что позволяет удалить расплавленный слой.