Dao Tayota: 14 принципов менеджмента ведущей компании мира (часть третья)
Рис 3.2. Потери при создании добавленной ценности.
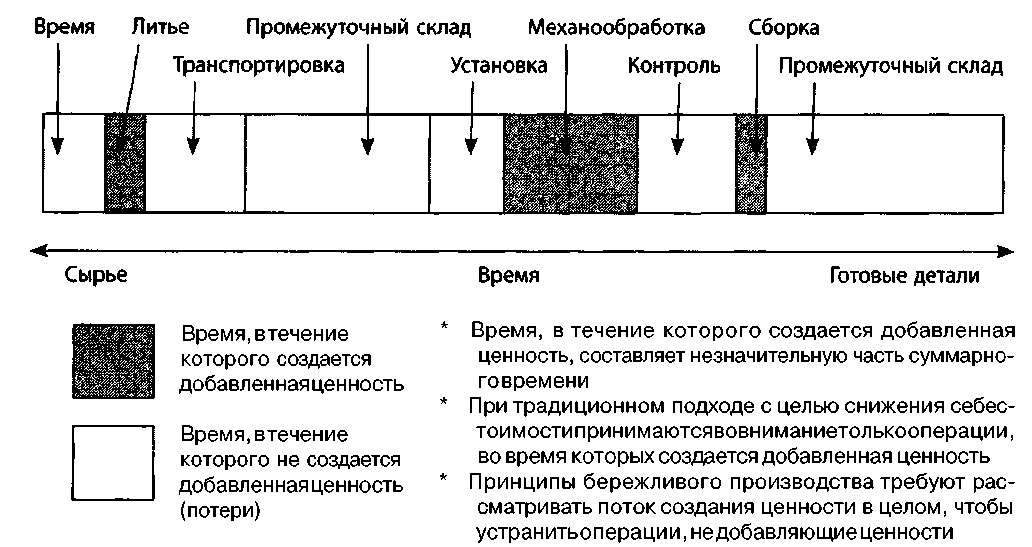
На рис. 3.2 эти потери представлены на простой координате времени для процесса литья, механообработки и сборки. При традиционном технологическом цикле большая часть времени, затраченного на обработку материала, представляет собой потери. Эта диаграмма знакома всем, кто участвовал в семинарах по бережливому производству или TPS, и я не буду тратить время на подробные комментарии, С точки зрения бережливого производства сначала следует составить карту потока создания ценности в соответствии с траекторией перемещения материала (информации) в ходе интересующего вас процесса. Чтобы получить полное представление, лучше всего пройти маршрут самому. Составьте схему такого перемещения и подсчитайте время и расстояние, и вы получите схему, которая называется «диаграммой спагетти». Даже те, кто большую часть жизни проработал на производстве, поражаются полученным результатам. На рис. 3.2 видно, что мы растягиваем очень простые процессы обработки изделия до такой степени, что выявление операций, добавляющих ценность, становится непростым делом.
Я нашел поразительный пример, подтверждающий вышеописанное, когда работал консультантом в компании, которая производила стальные гайки. Участники семинара — инженеры и менеджеры — уверяли, что их компании бережливое производство ничего не даст, слишком уж прост процесс. Рулонная сталь нарезается на куски, в них пробиваются отверстия, после чего заготовки проходят термообработку и укладываются в коробки. Заготовки обрабатываются на станках-автоматах со скоростью сотни гаек в минуту. Когда мы проследили за потоком создания ценности (а значит, и за операциями, в ходе которых не создавалась добавленная ценность), стало понятно, что заявление сотрудников компании звучит просто смехотворно. Мы начали с площадки приема грузов, и каждый раз, когда казалось, что процесс уже завершен, приходилось вновь обходить весь завод, чтобы добраться туда, где проходила очередная стадия обработки. В какой-то момент гайки на несколько недель увозили с завода для термообработки, поскольку по подсчетам руководства заключить контракт на эту работу было выгоднее, чем обрабатывать гайки самостоятельно. В конце концов, оказалось, что процесс изготовления гаек затягивается на недели, а то и на месяцы. При этом большинство технологических операций занимает несколько секунд, за исключением термообработки, которая проводится в течение нескольких часов. Мы подсчитали долю времени, которое затрачивается на создание добавленной ценности, для разных видов продукции и получили показатели от 0,008% до 2—3%. У всех округлились глаза! При этом оборудование часто простаивало, станки работали вхолостую, а вокруг громоздились залежи заготовок. Какой-то сообразительный менеджер решил, что заключить контракт на техническое обслуживание с другим предприятием дешевле, чем нанимать людей на полный рабочий день. Таким образом, когда станок ломался, починить его часто было некому, не говоря уже о профилактическом обслуживании. В результате ради эффективности на одном участке поток создания ценности замедлялся и растягивался из-за незавершенного производства, запасов готовых изделий и времени, затраченного на выявление проблем (дефектов), снижающих качество. В итоге предприятию не хватало гибкости для удовлетворения изменяющихся требований потребителя.
Совершенствование процесса: традиционный подход и подход с точки зрения бережливого производства
При традиционном подходе к совершенствованию процесса учитывается прежде всего локальная эффективность — «посмотри на оборудование, на операции, добавляющие ценность, и сделай период безотказной работы длиннее, рабочий цикл короче, а где можно — замени человека автоматом». В результате эффективность отдельной операции возрастает, но это не оказывает ощутимого влияния на поток создания ценности в целом. Важно помнить, что большинство процессов включает очень незначительное число операций, добавляющих ценность, и совершенствование только этих операций не играет решающей роли. Проанализировав процесс с точки зрения бережливого производства, мы увидим огромные резервы, которые можно использовать, устраняя потери и свертывая этапы, не добавляющие ценность.
Если перестраивать производство с точки зрения бережливого мышления, основной потенциал совершенствования — устранение огромного числа операций, где не создается добавленная ценность. При этом время, которое затрачивается на создание добавленной ценности, также сокращается. Это будет видно, если взять процесс, подобный изготовлению гаек, и создать ячейку, работающую по принципу потока единичных изделий.
В бережливом производстве ячейка представляет собой совокупность людей и станков или рабочих мест, организованных и действующих в соответствии с последовательностью технологических операций. Ячейки создаются для обеспечения потока единичных изделий (услуг), которые одно за другим проходят различные технологические операции, например сварку, сборку, упаковку. Скорость такой обработки определяется нуждами потребителя, которого нельзя заставлять ждать.
Вернемся к примеру с производством гаек. Если мы создадим ячейку, где операции выполняются в линейной последовательности, и будем передавать одну гайку или небольшие их партии от одного оператора к другому в потоке единичных изделий, в этом случае то, на что уходили недели, можно будет сделать за несколько часов. Этот пример не является необычным. Компании по всему миру вновь и вновь демонстрируют, какие чудеса творит поток единичных изделий растет производительность, повышается качество, уменьшается объем запасов, высвобождаются площади, время выполнения заказов сокращается. Каждый раз результаты превосходят все ожидания, и каждый раз это кажется чудом. Именно поэтому ячейка, работающая по принципу потока единичных изделий, — основа основ бережливого производства. Он позволил Toyota устранить большую часть потерь всех восьми видов.
На практике конечной целью бережливого производства является организация потока единичных изделий применительно ко всем видам работ, будь то проектирование, прием заказов или само производство. Все, кто на собственном опыте узнал, какие возможности открывает философия бережливого производства, становятся его горячими приверженцами и стремятся избавить от потерь всю окружающую действительность, применяя этот принцип к каждому процессу — от управления до технологии. Однако необходимо помнить, что, так же как и любой другой инструмент или процесс, подобные ячейки следует использовать с умом. Представьте, что завод по производству гаек создал ячейку для нарезки стали и пробивания отверстий в заготовках. Для этого завод приобрел дорогое компьютеризированное оборудование, которое постоянно ломается. Это приводит к простоям и потерям рабочего времени. При этом гайки по-прежнему увозят с завода для термообработки, и прежде, чем они вернутся, проходят недели. Повсюду, как и раньше, лежат запасы. Цеховые рабочие, видя колоссальные потери, смеются над такой «бережливой ячейкой», которая не имеет ничего общего с принципами бережливого производства.