Dao Tayota: 14 принципов менеджмента ведущей компании мира (часть вторая)
Почему компании часто заблуждаются, считая себя бережливыми
Когда я только начал изучать TPS, я пришел в восторг от потока единичных изделий. Чем больше я узнавал о том, как организован поток деталей, которые запрашивают по мере необходимости вместо того, чтобы создавать запасы, тем больше мне хотелось самому заняться преобразованием процессов массового производства в процессы бережливого производства.
Я понял, что для создания потока необходим ряд вспомогательных инструментов бережливого производства, таких как быстрая переналадка оборудования, стандартная работа, системы вытягивания и предупреждение ошибок. Но опытные лидеры Toyota постоянно твердили мне, что все эти инструменты и приемы — не главное в TPS, Сила TPS в первую очередь в том, что менеджмент постоянно работает с людьми и создает культуру, стимулирующую постоянное совершенствование. Я кивал, не вполне понимая, о чем они говорят, и продолжал выяснять, как подсчитывается число деталей для канбан и формируются гибкие производственные ячейки, работающие по принципу потока единичных изделий. Лишь спустя 20 лет, в течение которых я изучал Toyota и наблюдал за попытками других компаний создать у себя бережливое производство, я понял, что имели в виду учителя (сэнсэи) из Toyota, В этой книге мне хочется показать, что дао Toyota — нечто большее, чем совокупность инструментов, подобных системе «точно вовремя».
Представьте, что вы купили книгу, которая рассказывает о создании гибких производственных ячеек, работающих по принципу потока единичных изделий, прошли соответствующее обучение, а может быть, даже наняли консультанта по бережливому производству. Вы выбираете процесс и анализируете его с точки зрения принципов бережливого производства.
При этом вы обнаруживаете множество потерь, или, как их называют на Toyota, — муда. Этот термин обозначает все, что не создает ценности для потребителя. Вы видите, что процесс организован плохо и рабочие места в беспорядке. Вы устраняете потери и отлаживаете поток. Работа начинает идти быстрее. Теперь вы контролируете процесс, качество повышается. Все идет отлично, и вы начинаете работать над другими участками. Неужели это так сложно?
Я бывал на сотнях предприятий, которые считают, что успешно применяют методы бережливого производства. Они с гордостью демонстрируют свои достижения в области бережливого производства. Без сомнения, многие из них потрудились на славу. Но после 20-летних исследований Toyota я сразу вижу, что по сравнению с ней все они просто дилетанты. На создание культуры бережливого производства у этой компании ушли при этом в Toyota убеждены, что сами они лишь учатся понимать дао Toyota.
Много ли компаний кроме Toyota и ее ведущих поставщиков заслуживает пятерки или хотя бы четверки с плюсом за бережливое производство? Точно не скажу, но таких куда меньше 1%.
Беда в том, что все эти компании ошибочно полагают, что набор инструментов бережливого производства и философия бережливого производства — это одно и то же. Философия бережливого производства, в основе которой лежит дао Toyota, предполагает такую глубокую и всестороннюю культурную трансформацию, которую большинство компаний просто не могут себе представить. Для начала следует запустить один — два проекта, которые позволят почувствовать вкус к этому подходу, и в этом они правы. Задача этой книги — объяснить, что лежит в основе культуры Toyota и ее принципов.
В качестве примера приведу одну из попыток создать бережливое производство в США. Для работы с американскими компаниями, которые хотят изучать TPS, Toyota создала в США так называемый TSSC — Центр поддержки поставщиков Toyota (Toyota Supplier Support Center). Его возглавил мистер Хадзимэ Оба (ученик Тайити Оно, создателя TPS), который организовал этот центр по образу и подобию такой же консультационной организации Toyota в Японии. Центр работает со множеством американских компаний из разных отраслей и в каждом случае разрабатывает индивидуальный «план создания бережливого производства». По сути, это план изменения одной производственной линии компании с применением методов и инструментов TPS.
Обычно такая работа проводится в течение 6—9 месяцев. Как правило, компании сами обращаются в TSSC за подобными услугами, однако в 1996 году Центр неожиданно проявил инициативу и предложил свою помощь компании, которая производит промышленные датчики (далее я буду называть ее «Бережливая компания Икс»). Было довольно странно, что Toyota предложила этой компании свои услуги, поскольку все и без того считали, что Бережливая компания Икс добилась значительных успехов в создании бережливого производства. Ее постоянно посещали представители других компаний, чтобы посмотреть на американское производство мирового класса. Бережливая компания Икс даже получила премию Синго (Shingo Prize) в области производства. Эта награда учреждена в честь Сигео Синго, который внес большой вклад в создание производственной системы Toyota. Когда компания согласилась работать с TSSC, на ее предприятиях уже имелись:
- отлаженные гибкие производственные ячейки;
- группы рабочих, занимающиеся решением проблем;
- система поощрений за решение проблем и специально отведенное для этого время;
- учебный центр для сотрудников.
В то время премия Синго вручалась главным образом за улучшение основных показателей производительности и качества. TSSC хотел поработать с Бережливой компанией Икс с целью обмена опытом, поскольку Икс славилась своими успехами. Было решено, что TSSC возьмет одну производственную линию на этом предприятии «мирового уровня» и займется ее преобразованием с применением методов TPS. В конце девятимесячного проекта производственная линия изменилась до неузнаваемости по сравнению тем, что было вначале, и добилась таких показателей бережливости, которые компании и не снились. Эта производственная линия обошла все предприятие по важнейшим показателям эффективности, которые изменились следующим образом:
- на 46% сокращено время, затрачиваемое на изготовление изделия (с 12 до 6,5 часа);
- на 83% снижен объем запасов незавершенного производства (с 9 до 1,5 часа);
- на 91% снижены запасы готовой продукции (с 30 500 до 2890 единиц);
- на 50% сокращено время сверхурочной работы (с 10 до 5 часов на человека в неделю);
- на 83% повысилась производительность (с 2,4 до 4,5 изделия в человеко-час).
Читая в разных компаниях лекции о методах менеджмента Toyota, я описываю этот случай и спрашиваю: «О чем это говорит?» Ответ всегда один:
«Пределов для совершенствования нет». «Но разве речь шла о медленном и постепенном совершенствовании?» — спрашиваю я. Нет. Это были коренные преобразования. Судя по состоянию этой производственной линии в начале проекта, становится ясно, что на самом деле компания находилась далеко не на мировом уровне: на изготовление датчика уходило 12 дней, запасы незавершенного производства хранились 9 часов, каждый рабочий еженедельно работал сверхурочно по 10 часов. Выводы, которые напрашиваются из этой истории (и других случаев, с которыми я продолжал сталкиваться даже в 2003 году), однозначны и вызывают озабоченность:
- На этом «бережливом предприятии» по стандартам Toyota бережливости не было и в помине, хотя во всей стране не сомневались в выдающихся достижениях этой компании.
- Изменения, которые осуществила компания до того, как за дело взялся TSSC, были весьма поверхностными. Визитеры, которые приходили на завод, были убеждены, что перед ними производство «мирового уровня», а значит, они понятия не имели о подлинном мировом уровне.
- Ненамного Лучше гостей, приходивших на завод, разбираются в производственной системе Toyota те, кто присудил предприятию премию Сигео Синго. (Правда, с тех пор они стали куда более компетентны в этих вопросах.)
- Большинство компаний безнадежно отстают от Toyota в понимании TPS и философии бережливого производства.
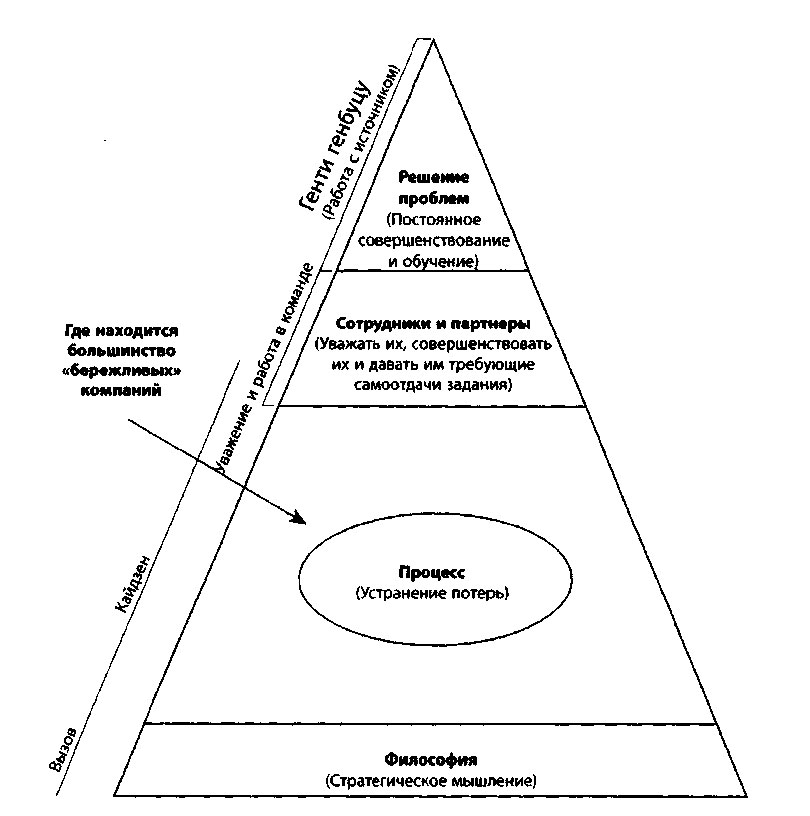
Рис. 1.2. Четырехкомпонентная модель дао Toyota и ее соотношение с деятельностью большинства «бережливых» компаний.
Я посетил сотни компаний и обучал сотрудников более чем тысячи компаний. Я обменивался впечатлениями со многими из тех, кого мне пришлось обучать. Кроме того, я повидал множество американских производственных предприятий, которым выпало счастье работать с TSSC. К сожалению, устойчивая тенденция свидетельствовала о том, что эти компании не в состоянии внедрить TPS и создать бережливое производство. Со временем производственные линии, созданные TSSC, приходили в упадок. При этом лучшие наработки Toyota не становились достоянием остальных производственных линий и участков, которые по-прежнему работали неэффективно. Но вот ячейка, организованная по принципу бережливого производства, создана, система вытягивания действует, время на превращение сырья в конечный продукт сократилось, но на этом сходство с производственной системой Toyota заканчивается.
В чем же дело?
США знакомы с TPS не менее двух десятилетий. Основные концепции и инструменты этой системы не новы. (В Toyota эта система в том или ином виде действует более 40 лет.) Полагаю, все дело в том, что американские компании берут на вооружение отдельные инструменты бережливого производства, не понимая, как работает система в целом. Обычно менеджмент использует несколько таких технических инструментов и, стараясь подойти к делу профессионально, создает техническую же систему. Но они не понимают, что на самом деле в основе TPS лежит нечто совсем иное: принципы дао Toyota нуждаются в особой культуре, культуре непрерывного совершенствования. В модели, которая включает четыре группы принципов, о которой мы уже говорили, большинство компаний способны лишь «барахтаться» на уровне «процесса». Но если они не применяют остальные три группы принципов, TPS остается для них чем-то вроде хобби, ведь они не вкладывают в нее ни ума, ни души, а только это может обеспечить ее действенность в масштабах компании. По производительности они по-прежнему отстают от тех компаний, которые усвоили культуру непрерывного совершенствования.
Слова президента Toyota мистера Фудзио Те в начале этой главы — не пустая риторика. Toyota, где все, начиная с администрации и заканчивая производственными рабочими, занимаются последовательным добавлением ценности для потребителя, побуждает людей проявлять инициативу и творческие способности, экспериментируя и обучаясь на собственном опыте. Любопытно, что защитники рабочих и гуманисты годами критиковали работу на сборочных линиях, утверждая, что она представляет собой тяжкий отупляющий труд. Но Toyota отбирает для работы на сборочных линиях лучших и талантливейших рабочих и стимулирует их постоянный профессиональный рост, без которого невозможно решение проблем. Не менее тщательно подбираются люди для продаж, разработки, изготовления запчастей, ведения бухгалтерии, работы с кадрами и прочих видов работ. При этом все сотрудники должны постоянно совершенствовать свою работу, изыскивая пути более полного удовлетворения запросов потребителей, Toyota — организация, которая вот уже более полувека непрерывно учится и развивается. Такие вложения в сотрудников компании отпугивают предприятия, которые ориентируются на традиционное массовое производство и привыкли думать только о количестве изготовленных деталей и квартальных доходах, каждые несколько лет меняя руководителей и организационные структуры.