Дробилка стекла триплекс
Более подробно о дробилке автомобильных стекол триплекс здесь
Руководство к производству утилизационной дробилки измельчителя многослойного автомобильного стекла
Установка для утилизации содержит: приемный стол 1; механизм транспортирования 2 Рис.2 Установка утилизации Рис.3 Установка утилизации стекла 3; электропривод 4 механизма транспортирования; автомобильного и строительного автомобильного и строитель- подвижный ребристый вал 5 с пневмоприводом 6 стекла триплекс (вид 1) ного стекла триплекс (вид 2) вертикального перемещения; роторную дробилку 7 с электроприводом 8; узел подачи стекла в роторную дробилку, состоящий из стекподпружиненных роликовых валов 9, 10 с электроприводом 11, дробильного бруса 12 и ножей 13 для разрезания пленки; сепаратор 14 разделения дробленого стекла 15 и пленки 16, состоящий из винтового питателя 17 с электроприводом 18 и перфорированного днища 19; контейнер 20 дробленого стекла, установленный на транспортную тележку 21; контейнер 22 отделенной от стекла пленки, установленный на транспортную тележку 23 (рис. 4, рис. 5).

Рис. 4 Установка утилизации автомобильного и строительного стекла триплекс (вид сбоку)
В исходном состоянии стекло триплекс 3 лежит на приемном столе 1, оснащенном механизмом 2 транспортирования с электроприводом 4, который выключен. Если утилизируемое стекло имеет плоскую форму, то регулируемый зазор между стационарно установленным ребристым валом механизма 2 транспортирования и перемещаемым по вертикали подвижным ребристым валом 5 составляет несколько миллиметров и колеблется в зависимости от толщины перерабатываемого стекла от 5 до 10 мм. Если же стекло имеет изогнутую форму (например, автомобильное или витринное стекло), то перед началом дробления соосно установленный ребристый вал 5 с помощью системы управления и пневмопривода 6, состоящего из двух пневмоцилиндров, приподнимается, обеспечивая возможность захода стекла с криволинейной поверхностью в зазор между ребристыми валами.
Работа установки начинается после включения оператором электроприводов всех механизмов и подачи стекла в зазор между ребристыми валами 2 и 5. Плоское стекло триплекс захватывается этими валами и транспортируется к узлу подачи стекла в роторную дробилку 7, управляемую электроприводом 8. Во время транспортирования стекло за счет ребристой поверхности валов 2 и 5 сильно растрескивается, превращаясь в полужесткую структуру, состоящую из осколков стекла различной формы, скрепленных между собой склеивающей поливинилбутиральной пленкой.

Рис. 5 Установка (вид сверху)
Автомобильное или витринное стекло изогнутой формы также подается в зазор между ребристыми валами 2 и 5, но при этом вал 5 с помощью пневмопривода 6 изначально приподнят предварительно разрушая его без отделения образовавшихся осколков стекла от пленки на 10... 15 см. При заходе изогнутого стекла в зазор между ребристыми валами по сигналу системы управления пневмопривод 6 опускает ребристый вал 5 на стекло 3 и сминает его, придавая стеклу плоскую форму (рис. 6).
Во время операции предварительного разрушения стекла и транспортирования его к роторной дробилке пневмоцилиндры пневмопривода 6 кроме функции сдавливания стекла между ребристыми валами одновременно выполняют функцию пневматических амортизаторов, позволяющих адаптивно взаимодействовать ребрам валов 2 и 5 с поверхностью стекла.

Рис. 6 Стадия предварительного дробления стекла триплекс
После предварительного разрушения стекло 3 по мере его транспортирования заходит в зазор между подпружиненными роликовыми валами 9, 10; вращение на которые передается от электропривода 11 (рис. 7). Роликовые валы 9 и 10 захватывают стекло и подают его дальше в зону дробильного бруса 12. Непосредственное дробление и интенсивное отделение стекла от пленки осуществляется при ударах вращающихся бил дробилки по кромке стекла в зазорах между билами и дробильным брусом. Подпружиненные роликовые валы 9 и 10 надежно удерживают стекло от его резкого захвата билами дробилки и стабилизируют подачу стекла в зону дробления.

Рис. 7 Стадия окончательного дробления стекла триплекс
После дробления стекла и отделения его от пленки, пленка разрывается на отдельные кусочки с помощью вращающихся бил и ножей, установленных под дробильным брусом. Вовремя разрыва пленки остатки неотделенного от пленки стекла отделяются и стеклобой ссыпается в сепаратор 14, в котором чистый стеклобой 15 размером не более 10... 15 мм отделяется от обрывков пленки 16, имеющих больший размер, чем частицы отделенного от неё стекла. Частицы стеклобоя 15 проваливаются через отверстия перфорированного днища 19 в контейнер 20, установленный на транспортной тележке 21, а обрывки пленки с помощью винтового питателя 17 транспортируются по ходу вращения винта и выгружаются в контейнер 22, установленный на транспортной тележке 23 (риc. 7). По мере заполнения стеклобоем и пленкой контейнеры 20 и 22 откатываются в сторону для разгрузки или заменяются на новые.

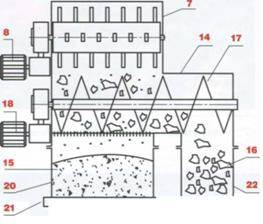
Рис. 10 Классификатор стеклобоя Рис. 11 Стадия разделения стеклобоя и пленки
Для снижения динамических нагрузок на тяговый орган и привод гранулятора применяются подпружиненные звездочки поворотной секции. Повышение эффективности работы гранулятора достигается за счет дополнительного днища верхней ветви цепного конвейера, сплющивания капель стекломассы с помощью специальных валков и дробления целых бутылок, плавающих на поверхности воды, с помощью дробилки, установленной в хвостовой части гранулятора.