Производство гипсокартонных листов (часть 1)
Линия по производству гипсокартона представляет собой непрерывную технологическую цепь многоступенчатого формирования гипсолиста с защитными слоями картона.
За основу была выбрана линия китайского производства, схема которой представлена ниже:
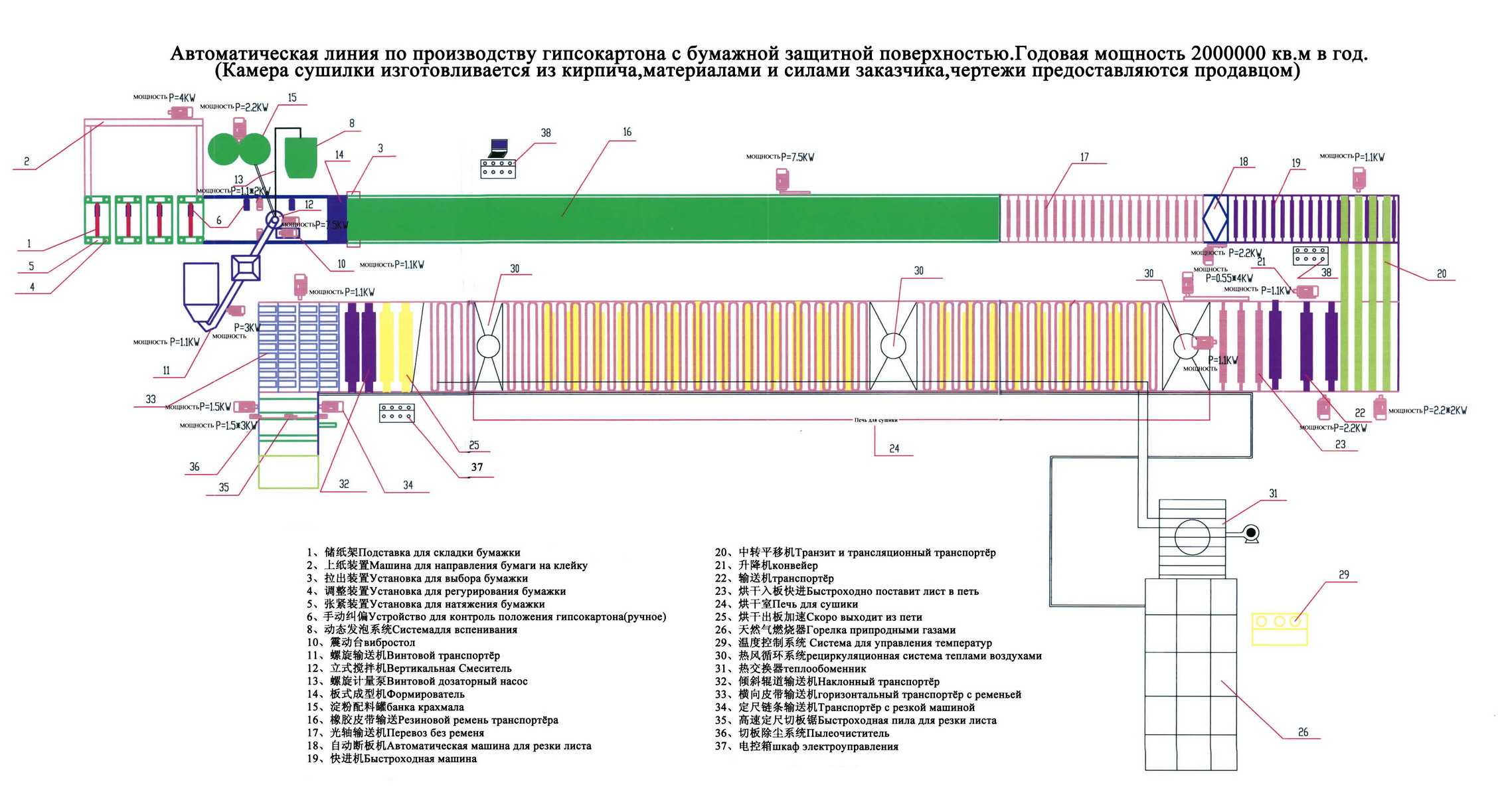
Технологическая схема получения гипсокартонных листов на приведенной линии кратко выглядит следующим образом: нижнее и верхнее полотна картона из машины подачи картона попадают на формирователь, где между ними укладывается подготовленная гипсосмесь. Затем края нижнего слоя картона завальцовываются, сверху «прикатывается» предварительно смазанный клеем по краям клеевой машиной верхний слой картона и полотно гипсокартона с гипсовым сердечником внутри формуется в необходимый профиль. Полотно гипсокартона далее движется по ленточному конвейеру, где происходит предварительное «схватывание» гипсового сердечника. Когда полотно достигает рольгангового конвейера, оно уже имеет необходимую плотность для резки гильотиной, что и происходит. После отрезания от полотна, лист гипсокартона попадает на рольганговый конвейер с ускоренным ходом (это необходимо для того, чтобы консольный конвейер — раздатчик успел разложить листы на шесть конвейеров сушилки). С рольгангового конвейера с ускоренным ходом лист снимается конвейером перехода и транспортируется на конвейер — раздатчик, который укладывает листы на шестиярусный конвейер сушилки. Внутри сушилки за счет уменьшения скорости движения листа, гипсокартон находится около часа. Высушенные листы сходят по конвейерам выхода поочередно на один рольганговый конвейер, на котором установлена машина скоростной обрезки торцов, откуда уже «порезанный в размер» лист гипсокартона подается на стол, где происходит его штабелирование и упаковка (вручную).
Проанализировав работу этой линии, было принято решение о проектировании аналога, но с меньшей производительностью и с сохранением качества выпускаемой продукции.

Рулон картона фиксируется в держателе машины подачи картона.
Рулон поднимается с помощью грузовой тележки. Затем полотно картона пропускается через валы стола обрезки и склейки картона, совмещенного с держателями рулонов и подается вручную на магазин петлевого запаса картона, где пропускается через систему валов. Стол обрезки и склейки служит для фиксации полотна картона при его окончании и склейки с полотном вновь установленного рулона. Магазин запаса картона предназначен для безостановочной работы линии при фиксации полотна на столе.
Примечание: Линии с цикличным действием (с остановкой полотна при резе) — магазином петлевого запаса картона не комплектуются.