Станок фигурной резки пенопласта. СФР-3D.03.08. Руководство по эксплуатации
1. Назначение
Станок
2. Область применения
- Изготовление объемных букв для рекламных целей.
- Изготовление элементов оформления для витрин, выставок и ярмарок. Оформления интерьеров кафе, клубов и ресторанов.
- Изготовление опалубки для литья из бетона, полимербетона и других льющихся материалов (мемориальные доски, надгробные плиты, строительные конструкции, элементы для отделки фасадов зданий
и т.п. ). - Изготовление упаковки сложной формы.
- Изготовление изделий для архитектурного моделирования.
- Изготовление декораций для театра, кино, телевидения и шоу на открытых и закрытых площадках.
-
Производство погонажных изделий: плинтус потолочный и фасадный, оболочка для теплоизоляции труб
и т.п. - Для творческого воплощения задумок и идей, как в быту, так и на производстве.
3. Технические характеристики
| Размер обрабатываемой заготовки, 2D, мм | 1300×1100×1100 |
|---|---|
| Размер обрабатываемой заготовки, 3D, мм | 900×900×1100 |
| Скорость перемещения по координате X, Y, мм/сек (программируемая) | 0-100 |
| Рабочая скорость X, Y, мм/сек (программируемая) | 0-20 |
| Минимальный шаг по координате X, Y, мм | 0,1 |
| Поворот стола/мин.угол поворота, град | 0-360/1° |
| Питание устройства, (однофазное), V | ~ (170÷235) |
| Количество режущих струн, шт. | 1 |
| Питание струны, регулируемое, В | 0-42 (шаг 0,42) |
| Материал струны — сплав |
0,3 |
| Длина струны, мм | 1260 |
| Потребляемая мощность, max, кВт | 1 |
| Напряжение, V | 220 |
| Интерфейс, СОМ, USB ( |
19200 |
| Диапазон рабочих температур, °C | −10÷+35 |
| Габариты размеры станка, мм | 2000×1800×2000 |
| Масса (не более), кг | 150 |
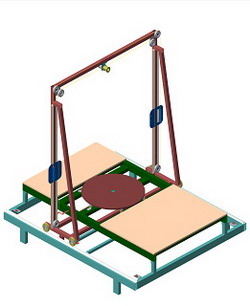
4. Устройство станка
Станок состоит из:
- Основная рама выполнена из проф. трубы и представляет собой металлический каркас на котором закреплён поворотный стол и дополнительные панели под установку заготовки из пенополистирола;
- Горизонтальный парапет — перемещение режущего инструмента в горизонтальной плоскости;
- Вертикальные бегунки — перемещение режущего инструмента в вертикальной плоскости.
- Управление приводами X, Y и Z перемещения осуществляются с помощью блока управления.
ВНИМАНИЕ!
Перед включением компьютера и запуском программы ОБЯЗАТЕЛЬНО необходимо соединить все устройства. Несоблюдение этой рекомендации может привести к выходу из строя системного блока и блока управления станком.
5. Указания мер безопасности
- При эксплуатации, ремонте и техничном обслуживании станка необходимо выполнять ряд дополнительных требований, указанных ниже.
- К работе со станком допускаются лица, достигшие 18 летнего возраста, обученные безопасным методам работы и прошедшие инструктаж по технике безопасности.
- При возникновении аварийных ситуаций, необходимо немедленно остановить станок, отключить блок управления от питания автоматическим выключателем и вызвать специалиста (механика, электрика) для устранения причин аварии.
- Перед началом работы произвести проверку наличия заземления на блоке управления и стола фигурной резки.
- Предусмотреть защиту питающего кабеля от механических повреждений. При длительных перерывах в работе и конце работы необходимо отключать стол фигурной резки от сети штепсельной вилкой.
- В целях обеспечения безопасности и предотвращения несчастных случаев.
ЗАПРЕЩАЕТСЯ:
- работать без зануления и на неисправном оборудовании;
- производить повторное включение блока управления, не обнаружив и не устранив причин отключения;
- оставлять без надзора работающую установку;
- допускать к работе посторонних лиц;
- допускать к обслуживанию и ремонту электрической части персонал, не имеющий группу допуска по электробезопасности;
- производить регулировку, ремонт, смазку, чистку, подтяжку крепления узлов и деталей во время работы установки;
- производить ремонтные и профилактические работы без выключения установки из сети электропитания;
- производить перемещение установки без отключения питающего кабеля от цепи.
Лица, нарушившие правила эксплуатации, техники безопасности при обслуживании установки, должны быть отстранены от работы и пройти внеочередную проверку знаний техники безопасности.
6. Подготовка к работе
Перед началом работы на установке, необходимо ознакомиться с её конструкцией и правилами техники безопасности, изложенными выше в, настоящем паспорте.
Установку разместить на спланированной горизонтальной площадке, обеспеченной электроэнергией и принудительной вентиляцией.
Выставить раму стола, с помощью регулируемых винтов на ножках, и поворотный стол, с помощью регулируемых поддерживающих подшипников, в горизонтальной плоскости. Вертикальные бегунки и режущую струну (нихром) установить на одинаковое расстояние, параллельно столешнице.
Подключить ШР к блоку управления и подключиться к сети 220В.
Соединить блок управления с ПК (ПК в комплект не входит) и установить программное обеспечение поставляемое со столом.
ВНИМАНИЕ!
Перед включением компьютера и запуском программы ОБЯЗАТЕЛЬНО необходимо соединить все устройства. Несоблюдение этой рекомендации может привести к выходу из строя системного блока и блока управления станком.
7. Техника безопасности во время работы стола
Во время работы стола использовать принудительную вентиляцию для удаления продуктов горения из помещения. Воизбежание прикосновения к режущей струне обрезанные изделия не снимать со стола. При использовании сильно изношенных струн нагрева высока опасность увечья. Необходимо проверять состояние струн каждый день перед началом работы
ВНИМАНИЕ!
Запрещается дотрагиваться к режущей струне во время эксплуатации стола.
8. Порядок работы стола
- С помощью ПК выбрать эскиз изготавливаемой детали и относительно её габаритов установить заготовку в центр поворотного стола.
- В зависимости от плотности пенопласта в программе управления столом задать скорость реза и мощность накала режущей струны.
Параметры скорости реза и мощности накала режущей струны в зависимости от плотности пенопласта.
| * — данные найдены опытным путём, для уточнения провести контрольный рез на конкретной заготовке. | ||
| Плотность пенопласта | Скорость реза, ед. | Накал, ед. |
|---|---|---|
| П15 | 10 – 15 * | 55 – 65 * |
| П25 | 10 * | 75 – 85 * |
| П35 | 5 – 8 * | 90 – 100 * |
В период выполнения программы можно изменять скорость реза и мощность накала режущей струны.
9. Программа управления станком
9.1. Системные требования
Программа работает под управлением операционной системы Windows XP SP2.
Минимальные требования: процессор Celeron 1600, 128 Мб ОЗУ, 2 Мб дискового пространства, на компьютере должен быть включен последовательный СОМ порт или установлен виртуальный USB→COM.
Перед первым запуском программы необходимо создать на диске компьютера папку и скопировать в нее файл 3Dcontrol.exe. В этой папке можно также хранить PLT файлы. Для удобства работы на рабочем столе рекомендуется создать ярлык быстрого запуска.
9.2. Порядок запуска и подключения к блоку управления
1. Запускаем программу управления станком. На экране появится окно:
2. Нажимаем закладку «настройки» для настройки параметров подключения.
Необходимо установить необходимый порт (зависит от системного блока компьютера). Порт можно определить в свойствах компьютера — диспетчер устройств:
Скорость для соединения необходимо установить 19200. После выбора порта и скорости нажимаем кнопку подключения блока управления. При удачном соединении с контроллером на кнопке высветится надпись «ВКЛЮЧЕН» и засветится индикатор зеленого цвета.
3. Следующий этап работы зависит от текущих потребностей и переходим на вкладку «PLT» или «ручное». На вкладке «PLT» происходит выбор ранее созданного файла траектории порезки или на вкладке «ручное» производится ручное управление станком (перемещение холостое, рабочее с включенной нитью, поворот стола
9.3. Режим ручного управления

В программе реализованы несколько способов ручного управления.
1. Перемещение можно задать путем ввода в числовом виде значений. После ввода необходимых координат нажимаем кнопку «отработать». Числовые значения в полях ввода — это количество миллиметров которые будут отработаны от текущей позиции до останова. X — перемещение вдоль стола (горизонтальное), Y — перемещение вдоль рамки (вертикальное), Z — вращение стола в градусах. Можно задавать одновременное перемещение по координатам X и Y. Следует отметить, что перемещение происходит со скоростью установленной ползунком «скорость». Нить может быть включена или выключена в зависимости от установок ползунка или кнопкой «накал».
2. Перемещать нить можно также при помощи джойстика. При нажатии на кнопку «X+» или «X-» происходит горизонтальное перемещение, а при «Y+»или «Y-» соответственно вертикальное.
9.4. Режим работы с файлами PLT
Перед началом работы в режиме порезки необходимо убедиться в подключении контроллера (кнопка «включен» и зеленый индикатор).
Нажатием кнопки «файл» переходим к выбору файлов PLT, ранее созданных в пакетах (например Corel Draw). При создании файлов PLT необходимо стараться избегать
Перед порезкой также необходимо установить следующие параметры:
- Скорость (ползунком или в числовом виде) устанавливается в зависимости от целей перемещение на холостом ходу или рабочее. Рабочая скорость реза зависит от плотности пенопласта, установленной величины накала и устанавливается опытным путем.
- Накал, также зависит от скорости, плотности пенопласта и определяется опытным путем.
Для предварительного захода перед порезкой фигуры и выхода после окончания порезки необходимо заполнить соответствующие поля ввода. Все данные вводятся в мм.
Если фигура получается путем повторяющегося реза с поворотом после каждого контура, необходимо заполнить поля «контуров» и «град».
Например:
Если необходимо вырезать куб в качестве контура выбираем квадрат задаем количество контуров — 2 и град — 90. В результате работы получим куб. При порезке фигур вращения необходимо учитывать, что центр фигуры будет совпадать с осью вращения стола.
ВНИМАНИE!
Данный станок не оборудован концевыми выключателями, поэтому необходимо визуально контролировать положение рамки и в случае критического приближения к краям станка прерывать работу кнопкой «останова».
- Коммерческое предложение, скачать (160 kb)
- Паспорт изделия, скачать (330 kb)
- Видео работы стола для трехмерной резки пенопласта, скачать (8 MB)