Кузнечный инструмент и приспособления
3.1. Классификация кузнечного инструмента
По назначению кузнечный технологический инстру-! мент для ручной ковки разделяется на основной, вспомогательный и измерительный. '
Основным инструментом называется такой, с помощью i которого заготовке придают форму и размеры, соответствующие чертежу на поковку. Различают опорный, • Ударный, накладной, подкладной, пробивной и парный | инструменты.
Опорным инструментом являются наковальни, шпераки и нижние бойки молотов.
Ударным инструментом являются ку-1 валды, молотки-ручники и верхние бойки молотов.
Накладной инструмент накладывают или устанавливают на заготовке и кувалдой или верхним бой-1 ком молота ударяют по нему. С помощью этого инструмента разрубают заготовку, получают поковку требуемой формы и приглаживают поверхности поковок. К нему относятся: зубила, набойки и гладилки, кузнечные топоры, обсечки, пережимки, обжимки и раскатки.
Подкладной инструмент устанавливают на наковальню (или подкладывают под заготовку), на, него накладывают заготовку и разрубают, куют или изгибают. В результате получается поковка требуемой формы. Он как бы изменяет профиль наличника наковальни. К нему относятся: подсечки, нижники, специальные приспособления, гвоздильни и формы при ручной ковке, клиновые подкладки и подкладные штампы при ковке на молотах.
Парный инструмент состоит из следующих пар инструментов: подбоек-верхннков и подбоек-нижни-ков, обжимок-верхников и обжимок-нижников.
26
Пробивной инструмент— пробойники (бородки) и прошивки. При пробивке отверстий на молотах с этим инструментом применяют подставки, надставки
И оправки.
Вспомогательный инструмент и приспособления применяют для захвата, транспортирования, поворота и поддержания заготовок во время ковки и при выполнении других операций, а также для облегчения труда кузнецов К нему относятся различные виды клещей, приспо^-собления и средства малой механизации при ручной
Ковке и ковке на молотах.
Измерительный инструмент предназначается для разметки и измерения размеров заготовок. Им измеряют и контролируют размеры поковок в процессе ковки и готовых горячих или холодных поковок. К нему относятся Линейки стальные, складные метры, рулетки, штангенциркули и др. Этот инструмент применяется как при ручной, так и при ковке на молотах.
Кроме этого, кузнечный инструмент и приспособления разделяются на универсальные и специальные.
Универсальный инструмент и приспособления используются для различных по форме и размерам поковок.
Специальный инструмент и приспособления применяют только при изготовлении больших партий поковок одного типор'азмера.
3.2. Основной инструмент для ручной ковки
Наковальня (рис. 3.1) представляет собой массивную металлическую опору, на которой куют заготовки.
По конструкции различают безрогие, однорогие и двурогие наковальни. Размеры и масса наковален регламентируются стандартами: безрогих по ГОСТ 11396—75, однорогих по ГОСТ 11397—75, двурогих по ГОСТ 11398—75 и сд-юрогих консольных по ГОСТ 11399—75. Все наковальни рекомендуется изготовлять из стали 45Л с последующей обработкой наличников и рогов до твердости НВ 340 ... 477. Масса наковален: безрогих 96 ... 200 кг, однорогих 70 ... 210 кг, двурогих 100 ... 270 кг, однорогой консольной 95 кг.
Наиболее распространена и удобна для ручной ковки однорогая наковальня (рис. 3.1, а). Рог / предназначен Для гибки заготовок под различными углами и ковки поковок в виде колец. Наличник 2 является основной рабо-
27
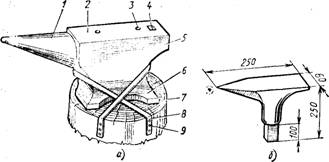
Рис. 3.1. Опорный инструмент
Чей или опорной поверхностью наковальни. На опорной поверхности расположены три сквозных отверстия. Два круглых отверстия 3 диаметром 15 мм предназначены для пробивки отверстий в поковках и квадратное 4 размером 35 х35 мм — для установки в него подкладного инструмента и приспособлений. Хвост 5 в виде выступа с прямыми углами предназначается для гибки заготовок под углом 90°. Лапы 6 используют для крепления наковальни.
Наковальня устанавливается на массивную чугунную или деревянную опору 7 диаметром не менее 60 мм и высотой 900 ... 1000 мм и закрепляется на этой опоре хомутами 8 и костылями 9. Нижнюю часть деревянной опоры закапывают в землю на расстоянии 1,0 ... 1,5 м от горна. Рог наковальни должен находиться слева от кузнеца, стоящего спиной к горну. Расстояние от пола до наличника определяется ростом кузнеца и обычно равно 700 ... 800 мм. Правильной считается такая установка наковальни, когда стоящий кузнец будет касаться наличника кончиками слегка согнутых пальцев при опущенной руке.
Ш п е р а к (ГОСТ 11400—75) представляет собой маленькую наковальню, выполненную из стали марки 45 с твердостью рабочей части HRC 41,5 ... 46,5. Масса шперака обычно бывает не более 4 кг. Основные размеры шперака показаны на рис. 3.1, б. Шперак устанавливают в квадратное отверстие 4 наковальни (см. рис. 3.1, А) И на нем куют мелкие поковки или детали.
Кувалда (двуручный боевой молот) предназначена для нанесения сильных ударов по заготовке, уложен-
^
Ной на наличнике наковальни, с целью получения поковки требуемой формы (рис. 3.2).
Различают тупоносные кувалды / с размерами по ГОСТ 11401—75, остроносные поперечные 2 и остроносные продольные кувалды 3 о размерами по ГОСТ 11402—75 (рис. 3.2, а). Изготовляют кувалды ковкой из сталей 40, 45, 50 и У7. Рабочие поверхности кувалд механически обрабатывают и закаливают на глубину 30 мм до твердости не менее HRC 32,5. Масса тупоносных кувалд 2 ... 16 кг, остроносых — 3 ... 8 кг. Наиболее распространены кувалды массой 2 ... 10 кг.
Молотки-ручники (рис. 3.2, б) различают в зависимости от формы задка: с шарообразным задком 4, в поперечным клинообразным задком 5 и продольным клинообразным задком 6. Их изготовляют из стали У7 массой 0,5 ... 1,5 кг. Ручки для них делают длиной 350... 600 мм с утолщением к свободному концу из вязких пород дерева и расклинивают как для кувалд.
Ручки для кувалд длиной 750 ... 900 мм делают из дерева с незначительным утолщением к свободному концу. Для ручек следует использовать дерево вязких пород — граба, клена, рябины, ясеня или комлевой березы, которые не раскалываются. Нельзя делать ручки из сосны и ели. Крепление ручек должно быть максимально надежным. Для этого отверстие (всад) в головке кувалды для ручек выполняют с уклонами 3 ... 5° от середины к боковым граням. Это облегчает установку ручек и обеспечивает надежное крепление их после забивки клина. Установлено, что самым надежным креплением ручки яв-
|
|
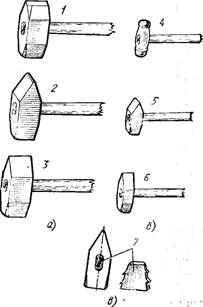
Рис. 3.2. Ударный инструмент
2&
Ляется крепление с помощью «завершенного» клина 7 (рис. 3.2, в) из мягкой стали. Такие клинья забивают наклонно на глубину, равную */з ширины головки кувалды.
Обычно ручником работает кузнец, а кувалдой молотобоец. Ручником кузнец кует небольшие детали. Кузнецов, работающих без молотобойцев, называли «однорукими», а ковку—«в одну руку». Про кузнеца, работающего с одним или двумя молотобойцами, говорят «двурукий» или «трехрукий». Работа с молотобойцами в три руки выполняется при ковке крупных и сложных изделий.
При работе с молотобойцами кузнец в основном руководит ковкой, т. е. ударами ручника подает сигналы молотобойцам о начале ковки (постукивание по наковальне), конце ковки (кузнец кладет ручник на наковальню боковой стороной), о месте удара (показывает ручником место удара по заготовке) и темпе удара (постукиванием по наковальне).
Удары по заготовке кувалдой наносят молотобойцы в местах, указанных кузнецом. Удары могут быть различными по направлению и силе. Самые легкие небольшие по силе удары (локтевые), которые наносятся движением рук с кувалдой в локтевых суставах (как шарнир), средние по силе удары (плечевые) наносятся движением рук с кувалдой в плечевых суставах (как шарнир), и максимальные по силе удары (навесные) наносятся движением рук с кувалдой по замкнутому кругу.
Кроме этого, молотобойцы могут наносить удары по заготовке справа или слева. Для нанесения удара справа молотобоец берется за ручку правой рукой ближе к кувалде, а левой рукой за конец ручки. Для нанесения удара слева молотобоец берется левой рукой за среднюю часть ручки, правой за ее конец. Нанесение ударов по заготовке справа или слева делают, - например, при высадке конца у длинной заготовки (см. рис. 7.6, Г).
Кузнечные зубила предназначены для разрубки заготовок (рис. 3.3). По конструкции различают простые / и фасонные 2 зубила (рис. 3.3, а) с размерами соответственно по ГОСТ 11418—75 и ГОСТ 11419—75. Изготовляют зубила из стали 6ХС. Рабочую часть зубила закаливают до твердости HRC 55 ... 59 на длине 30 мм, с конца головки до HRC 51,5 ... 56 на длине 20 мм. Масса простых зубил 0,9 ... 3,6 кг, а фасонных 0,6 ... 2,2 кг. Простые зубила выполняются для холодной и горячей
30
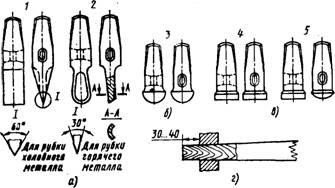
Рис. 3.3. Накладной инструмент
Рубки металла. Они отличаются углом заточки и имеют более-тонкое лезвие (пунктир на рис. 3.3, А). Разновидностью простых зубил является одностороннее зубило, у которого лезвие заточено с одной стороны по сравнению с зубилом /, показанным на рис. 3.3, А.
Фасонные зубила 2 (рис. 3.3, А) имеют скругленную форму лезвия и применяются для отрубки плоских круглых заготовок.
Ручки для зубил делают такими же, как для кувалд и молотков-ручников. Они не расклиниваются, чтобы не было отдачи в руку от ударов и вибрации от неточности установки инструмента на заготовку. Аналогично ручки вставляют в подбойники-верхники, набойки, обжимки-верхники, гладилки, пробойники и в другой прикладной инструмент.
Набойки 3 (рис. 3.3, б) предназначены для ускорения операции протяжки. Они имеют полукруглую рабочую часть, изготовляются в соответствии с ГОСТ 11410—75 из стали 45, рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм, с конца головки до HRC 32 ... 41,5 на длине 20 мм. Масса набоек 1 ... 2 кг.
Гладилки предназначены для выглаживания поверхностей поковок после ковки. Различают гладилки с плоскими 4 (ГОСТ 11412—75) и полукруглыми 6 (ГОСТ 11413—75) рабочими поверхностями (рис. 3.3, В). Изготовляют гладилки из стали 45. Рабочие поверхности закаливают до твердости HRC 39,5 на длине 30 мм и
31
Шлифуют. С конца головки закаливают до HRC 32 ... 41,5 на длине 20 мм. Масса гладилок 0,95 ... 4,73 кг.
Например, кузнец Н. Э. Штейнфельд «всад» для ручек у накладного, верхнего парного и пробивного инструмента (см. ниже) делает без уклонов (рис. 3.3, Г), что не совпадает с рекомендациями стандартов по выполнению «всада» для всех инструментов с уклонами, как для кувалды и молотка. «Всад» в указанном инструменте без уклонов рекомендует и автор работы [12]. Обычно кузнецы устанавливают ручки в накладной, верхний парный и пробивной инструмент так, чтобы конец ручки, прошедший «всад», выступал за пределы инструмента не менее чем на 30 мм (рис. 3.3, S) для того, чтобы инструмент не мог мгновенно соскочить с ручки, а кузнец успел бы заметить передвижку его на конец ручки.
Подкладной инструмент — нижники или принадлежности наковальни (рис. 3.4) имеет хвостовик с квадратным сечением, который опускается в квадратное отверстие 4 наковальни, а рабочая часть инструмента опирается на наличник 2 наковальни (см. рис. 3.1, а).
Подсечки предназначены для разделения (пережима) заготовок. Прямая подсечка /, выполняемая по ГОСТ 11420—75, показана на рис. 3.4, А. Изготовляют подсечки из стали 50. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм. Масса подсечек 0,88 ... 1,47 кг.
На рис. 3.4, А также показаны: подсечка 2 с полукруглой режущей кромкой, подсечка 3 с упором, предохраняющим заготовку от скатывания (соскальзывания) во время разрубки заготовки.
Нижники (рис. 3.4, б) предназначаются для гибки заготовки с целью получения требуемого профиля поковки. По форме рабочей поверхности различают угловые 4 (ГОСТ 11405—75) и - цилиндрические 5 (ГОСТ 11411—75) нижники. Изготовляют нижники из стали 45. Рабочую часть закаливали до твердости HRC 39,5 на длине 30 мм. Масса нижников 0,9 ... 8,8 кг.
Кроме этого, могут применяться следующие специальные нижники и приспособления наковальни (рис. 3.4, б).
Приспособление 6 служит Для рубки материала круглого сечения. Вилку 7 применяют при гибке пруткового и полосового материала, а нижник 8 — для ковки Т-об-разпых деталей из прутка. Скобу 9 используют пр'и 1совке деталей типа вилок. Крюк 10 нужен при кузнечной сварке
32
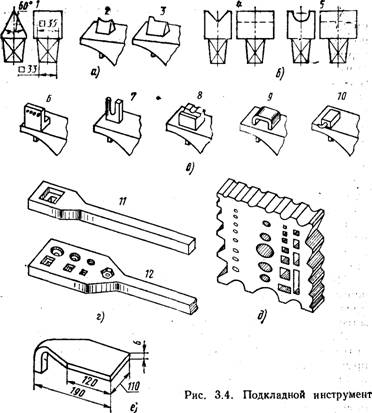
Звеньев цепи. При необходимости кузнец может отковать любое требующееся ему приспособление, способствующее ускорению процесса ковки и получению поковки требуемой формы.
Гвоздильни (рис. 3.4, Г) предназначены для получения головок у гвоздей, болтов, заклепок и т. д. Гвозднльни могут быть одноместными // и многоместными !2, а гнезда в них цилиндрическими, прямоугольными, шестигранными или любой другой формы. Стенки гнезд и отверстий выполняются с уклоном 3 ... 5°, т. е. с расширением в сторону, с которой вставляется заготовка, что облегчает удаление поковок после оформления головок. Гвоздильни изготовляют из стали 45 или У7, У7А и закаливают до твердости HRC 44 ... 50.
2 В. Г. Шмаков 33
А) 6) Рис. 3.5. Парный инструмент
Форма (рис. 3.4, Д) предназначена для пробивки и прошивки отверстий в поковках, гибки, протяжки и отделки поковок с простыми поперечными сечениями. Форма представляет собой толстую квадратную плиту с отверстиями, различными по форме и размерам сечений. На боковых гранях она имеет различные по форме и размерам ручьи. Изготовляется форма из сталей 35Л, 40Л литьем с последующей обработкой для получения гладких поверхностей внутри отверстий и ручьев. Масса формы около 120 кг.
Подкладка из мягкой стали или меди применяется для предохранения наличника наковальни от повреждения при рубке металла, а зубила от затупления. Конструкция подкладки кузнеца Н. Э. Штейнфельда показана на рис. 3.4, Е.
Парный инструмент (рис. 3.5) применяется тогда, когда накладной и подкладной инструменты одновременно действуют на заготовку и позволяют увеличивать производительность труда и улучшать форму поковок.
Подбойки-верхники и нижники применяются в паре и предназначены для ускорения операции протяжки или разгонки металла.
Подбойки-верхники (рис. 3.5, А) бывают с плоской квадратной 7 (ГОСТ 11406—75) и с полукруглой 3 (ГОСТ 11408—75) рабочими поверхностями. Их изготовляют из стали 45. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм, головку — HRC 30 ... 40 на длине 20 мм. Масса подбоек-вер хн и ков 0,72 ... 2,62 кг.
Подбойки-нижники (рис. 3.5, а) бывают с плоской прямоугольной 2 (ГОСТ 11407—75) и с полукруглой 4 (ГОСТ 11403—75) рабочими поверхностями.
34
Их изготовляют из стали 45. Рабочую часть закаливают до твердости HRC 39,5 на длине 45 мм. Масса подбоек-нижников 0,92 ... 2,5 кг.
Обжимки-верхники и нижники предназначены для придания предварительно откованной за-ютовке правильной круглой, шестигранной и другой формы, более точных У гладких поверхностей у деталей
I, виде стержней.
Обжимки-верхники (рис. 3.5, б) бывают с полукруглой 5 (ГОСТ 11403—75), с шестигранной 7 )! другими формами [12] рабочих поверхностей. Их изго-•шпляют из стали 50. Рабочую часть закаливают до твер-лости HRC 39,5 на длине 30 мм, головку — HRC 32 ... 41,5 на длине 20 мм. Масса обжимок-верхникив 1,6...
4,8 кг.
Обжимки-нижники бис? (рис. 3.5, 6} имеют такие же рабочие поверхности, как у обжимок-верхников. При этом обжимки с полукруглой рабочей поверхностью выполняют по ГОСТ 11404—75. Их изготовляют из стали 50. Рабочую часть закаливают до твердости HRC 39,5 на длине 30 мм. Масса обжимок-нижников 0,94 ... 2,38 кг.
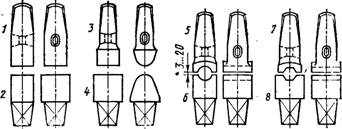
Пробивной инструмент (рис. 3.6) предназначен для пробивания и расширения отверстий в поковках, а также для выправления и выглаживания стенок этих отверстий.
Пробойники (бородки) имеют такие же конструктивные элементы, как у накладного инструмента. Ими пробивают сквозные отверстия в заготовках небольшой толщины. Различают пробойники (рис. 3.6, а) с круглым сечением / рабочей части (ГОСТ 11414—75), овальным 2 (ГОСТ 11415—75), квадратным 3 (ГОСТ 11416—75) и прямоугольным 4 (ГОСТ 11417—53). Размеры этих сече-т;й следующие, мм: круглые 6 ... 25; овальные 25х16;
30х18; 36х22; квадратные
6 ... 25; прямоугольные 10 X
ХЗО; 16х30; 20Х36.
|
|

Изготовляют пробойники
Ковкой или штамповкой из
Стали 6ХС. Рабочую часть
Закаливают до твердости
HRC 46,5 ...51,5 на длине
30 мм, головку до HRC 32 ...
Рис. 3.6. Пробивной инструмент
35
41,5 на длине 20 мм. Масса пробойников 0,36 ... 1,88 кг.
Прошивни имеют то же назначение, что и пробойники, и предназначены для расширения и выглаживания отверстия. Они проще (рис. 3.6, б) пробойников, и их можно быстро изготовить из имеющейся подходящей по твердости стали. Кроме того, если нет пробойника требующегося размера (или профиля), то прошивень можно, пр;и-менять вместо пробойника, удерживая его клещами при ударах. Прошивнем пробивают отверстия навылет, т. е. он может вылетать из металла с другой стороны. Прошивнем можно получать отверстия без уклонов.
3.3. Кузнечный инструмент для ковки на молотах
Опорный и ударный инструмент (рис. 3.7) для ковки металла на молотах практически неразделим, так как им являются верхние и нижние бойки, которые всегда используются в паре.
Бойки являются основным опорным и ударным инструментом, с помощью которого выполняются все кузнечные операции на молотах, при этом нижние бойки выполняют роль опорного инструмента, а верхние бойки— ударного инструмента. Наибольшее распространение получили плоские, вырезные и комбинированные бойки.
Плоскими бойками '(рис. 3.7, А) получают поковки прямоугольного и квадратного сечения, а также используют при выполнении операций гибки, осадки, прошивки (пробивки) отверстий и других операций.
Вырезные бойки (рис. 3.7, Б) предназначены для получения цилиндрических или шестигранных по профилю сечения поковок.
|
А) S) б) Рис, 3,7, Бойки кузнечных молотов |
36
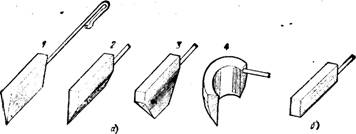
Рис. 3.8. Инструмент для отрубки металла
Комбинированные бойки (рис. 3.7, е) состоят из плоского верхнего и нижнего с прямоугольным вырезом. С помощью этих бойков можно получать поковки с цилиндрическим сечением с большой разницей по диаметру.
Изготовляют бойки из сталей 50, 50Г, 40ХН, 50ХНВ, 5ХГМ. Их закаливают до твердости HRC 40 ... 50. Верхние V нижние бойки имеют одинаковую ширину, а длина нижних бойков немного больше, чем верхних.
Накладной инструмент для ковки металла на молотах имеет головку (затылок), по которой наносятся удары верхним бойком, и нижнюю рабочую часть в виде лезвия или поверхности требуемой формы (рис. 3.8). Ручки для этого инструмента отковывают из низкоуглеродистой стали (до 0,25% углерода) в виде прутков и заковывают их в тело инструмента, а иногда отковывают из целого куска металла вместе с инструментом.
Кузнечные топоры (ГОСТ 11429—75 ... ГОСТ 11432—75) предназначены для выполнения операции рубки горячего металла на молотах. По форме топоры (рис. 3.8, А) могут быть двусторонние /, имеющие в разрезе лезвия вид равнобедренной трапеции, односторонние 2 с видом прямоугольной трапеции в разрезе лезвия, трапециевидные 3, имеющие вид сбоку и в сечении лезвия в форме равнобедренной трапеции, полукруглые 4 (фасонные) топоры, имеющие изогнутое лезвие по кругу с видом прямоугольной трапеции в разрезе лезвия. Изготовляют топоры по ГОСТ 11429—75... ГОСТ 11432—75 из стали 35ХМ с закалкой до твердости HRC 43,5 ... 47,5. Масса топоров с ручками 6,55 ... 27,02 кг.
О б с е ч к и (рис. 3.8, б) предназначены для наращивания топоров по высоте при рубке заготовок, имеющих
ЗГ
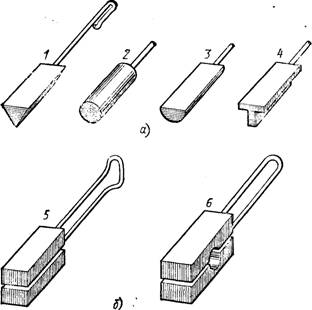
Рис. 3.9. Пережнмки
Размеры больше высоты топора, для прорубки перемычек и удаления заусенцев после рубки. Изготовляют обсечки в соответствии с ГОСТ 11433—75 из стали 35ХМ с закалкой до твердости HRC 43,5 ... 47,5. Масса обсечек 0,6 ... 53,4 кг.
Пережимки (рис. 3.9) предназначены для получения односторонних или двусторонних местных углублений (пережимов) в заготовке с целью последующего образования уступов, выступов, выемок и облегчения протяжки и разгонки заготовки.
В соответствии с ГОСТ 11425—75 изготовляют треугольные равносторонние пережимки / из стали 45 и закаливают до твердости HRC 36,5 ... 41,5. Масса 0,38 ... 20 кг. Кроме того, применяют односторонние пережимки (рис. 3.9, А) с круглым 2, полукруглым 3, Т-образным 4 И другими сечениями, двусторонние (рис. 3.9, б): пере-жимка 5—для получения прямоугольного пережима, пережимка 6 — для круглого пережима и другие.
38
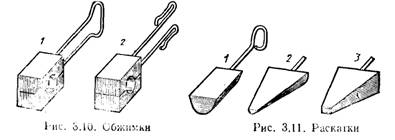
Обжимки (рис. 3.10) так же, как при ручной ковке, предназначены для получения цилиндрических, шестигранных, квадратных и других форм сечений поковок с достаточно точными размерами. Обжимки можно использовать для ковки и отделки поковок круглого, шестигранного, квадратного и других сечений. По конструкции ручек они разделяются на пружинные / и разъемные 2. Круглые обжимки с пружинными и разъемными ручками изготовляют в соответствии с ГОСТ 11426—75 и ГОСТ 11427—75 из стали с закалкой до твердости не менее HRC 39,5. Пружинные ручки из стали 30. Масса пружинных обжимок 2,38 ... 29,4 кг, разъемных — 30,75 ... 208,88 кг. Ручки отковывают из прутков и заковывают в тело обжимок.
В обжимках с пружинными ручками обжимают по-Ковки с диаметром до 70 мм, с разъемными — до 200 мм. ; Раскатки (рис. 3.11) предназначены для получения уступов и выемок, для образования наклонных Поверхностей, интенсивной вытяжки и разгонки металла и отделки поверхностей поковок. По форме рабочей поверхности раскатки могут быть полукруглые /, клиновые 2 и клиновые полукруглые 3. Изготовляют раскатки из стали 45 по ГОСТ 11421— 75 и ГОСТ 11422—75 с закалкой до твердости HRC 36,5 ... 41,5. Масса раскаток 0,65 ... 109,8 кг. Часто также применяют раскатки с другими фор-маки рабочей поверхности.
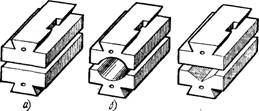
Подкладной инструмент (рис. 3.12) выполняется с такими же ручками, как накладной инструмент.
Клиновые подкладки / (рис. 3.12, А) Предназначены для получения у поковок граней с требуемым уклоном. Изготовляют подкладки из стали 45 по ГОСТ 11428—75 с закалкой до твердости HRC 36,5 ... 41,5. Масса подкладок 1,6 ... 45,2 кг. С целью устранения воз можного перемещения подкладки по рабочей поверх
|
Рис. 3.12. Подкладной инструмент для кузнечных молотов |

Яости нижнего бойка 3 применяют подкладки 2 с высту-. пами, которые фиксируют ее положение на бойке (рис. 3.12, а). Кузнецам рекомендуется иметь комплект подкладок с разными углами наклона.
Подкладной штамп (рис. 3.12, Б) применяется в случае изготовления поковок небольшими партиями. Такой штамп состоит только из одной нижней половинки. Он недорогой при изготовлении, а применение его позволяет значительно уменьшить припуски на механическую обработку и увеличить производительность труда.
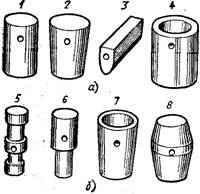
Пробивной инструмент (рис. 3.13) для получения отверстий в металле при ковке на молотах отличается от пробивного инструмента для ручной ковки отсутствием ручек. Но так как он является достаточно тяжелым, то для" транспортирования и установки его в нем делают сквозные отверстия. В эти отверстия вставляют прутки или проволоку и перемещают вручную или прицепляют к транспортным средствам.
Прошивни (рис. 3.13, а) предназначены для полу-чениясквозных или больших глухих отверстий. Прошивни могут быть сплошными в виде цилиндра /, усеченного конуса 2, клина 3, а также пустотелыми в виде полого цилиндра 4 и другой формы. Изготовляют прошивни из сталей 40, 50 и закаливают до твердости HRC 41. Сплошными прошивнями пробивают (прошивают) отверстия до 400 мм, полыми — более 400 мм.
|
|
Подставки (подкладные кольца) с круглы-
Рис. 3.13. Пробивной инструмент для кузнечных молотов 40 •'••
|
150 |
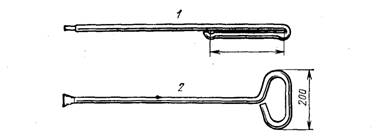
Рис. 3.14. Ручки кузнечного инструмента для ковки металла на молотах
Ми или другими формами отверстий, соответствующим и формам прошивней, выполняют в качестве опор для поковок, в которых пробивают отверстия. Отверстия в подставках должны быть больше прошивней на 0,1 высоты пробиваемой поковки. Подставки изготовляют из сталей 35, 50, 5Х. ГМ.
Надставки предназначены для наращивания прошивней по высоте при пробивке отверстий в поковках, имеющих высоту больше высоты прошивня. Поперечное сечение надставок по форме соответствует прошивням, а по размерам наружные диаметры у них меньше на 3 ... 5 Мм, внутренние же (для пустотелых прошивней) — на З... 5 мм больше. Изготовляют надставки из сталей 40,'в01'с последующей закалкой.
•- •••Q правки (рис. 3.13, б) предназначены для раз-гоякй (увеличения) диаметров круглых отверстий, раскатки пустотелых поковок и калибровки отверстий. Раз-гоночные оправки (дорны) выполняются в виде цилиндров 5 и 6, имеющих один или два уступа. Раскаточные и калибровочные оправки делают в виде сплошных или пустотелых конусов 7 и бочкообразными 8. Изготовляют оправки из сталей 40Х. 55Х с последующей закалкой;
Ручки накладного и подкладного инструмента для ковки на молотах выковывают из прутковой стали диаметром 6 ... 25 мм. По форме ручки могут быть с петлей / и с кольцом 2 (рис. 3.14) с размерами по ГОСТ 11434—75. Длина ручек с петлей 800 ... 1120 мм, с кольцом 900 ... 1500 мм. Масса ручек 0,2 ... 5,74 кг.
Пружинные ручки делаются в основном для пережимок (см., рис. 3.9, б) и для обжимок (см. рис-. 3.10).
41
3.4. Вспомогательный инструмент и приспособления
Клещи {рис. 3.15) подразделяются на основные и' Вспомогательные. Основные клещи применяют для удержания заготовки во время ковки, поворота и кантования ее на наковальне при ковке на молотах. Вспомогательные клещи применяют для переноса заготовок в кузнице,' подачи их от горна на наковальню и обратно, а также при' выполнении других операций.
Клещи состоят из двух клещевин, соединенных заклепкой, выполняющей роль оси. Клещевины имеют конструктивные элементы: ручки и рабочие части, называемые;
Губками, которыми захватывают заготовки и поковки. С целью обеспечения надежности захвата заготовки при изменении формы ее на промежуточных операциях клещи могут заменяться на другие с соответствующими формами губок.
По способу захвата заготовок и соответствующей форме губок основные клещи разделяются на продольные, поперечные и продольно-поперечные. Клещи с соответствующей формой губок рекомендуется изготовлять по ГОСТ 11.384—75 ... ГОСТ 11395—75. Клещевины изготовляют, ковкой из сталей 15, 20 и 25, заклепки (оси) из стали 15. Длина клещей 300 ... 1600 мм, масса 0,38 ... 16 кг.
Кроме стандартизованных клещей, имеющих губки простой формы, кузнецы используют специальные клещи. Такие клещи требуются при изготовлении поковок сложной формы. Если в имеющемся наборе не окажется клещей, обеспечивающих надежный захват какой-либо поковки, то кузнецы обычно подгоняют форму губок к форме этой поковки. Для подгонки губки нагревают в горне и куют на поковке, используя ее в качестве оправки. При этом губки подгоняют до плотного прилегания их по всей за-. нимаемой поверхности поковки. Иногда бывает выгоднее не клещи подгонять под поковку, а конец заготовки отковать по форме губок клещей.
На рис. 3.15, А показаны наиболее часто применяемые виды клещей, а на рис. 3.15, б — вспомогательные клещи / для прямоугольных заготовок, изготовляемых по ГОСТ 11394—75, и для тех же целей клещи 2, но не стандартизованные.
При ковке мелких поковок целесообразно применять легкие клещу с пружинящими ручками. При длительной
42
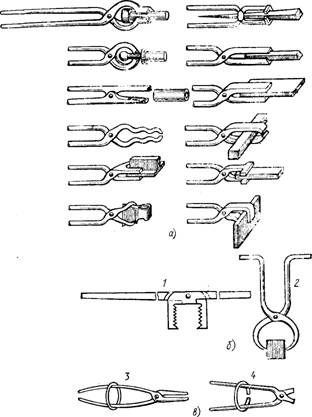
Рис. 3.15. Кузнечные клещи
Ковке или при ковке крупных заготовок под молотом на рукоятки клещей надевают кольцо 3 «шпандырь» или скобу 4 (рис. 3.15, в).
Неправильно подобранные по размерам или форме клещи, с плохо подогнанными к поковке губками приводят к снижению производительности труда, усложнению работы кузнеца и могут оказаться причиной травм различного рода.
Для кантования достаточно крупных заготовок во Время ковки и транспортирования их по кузнице применяют различные приспособления (рис. 3.16).
43
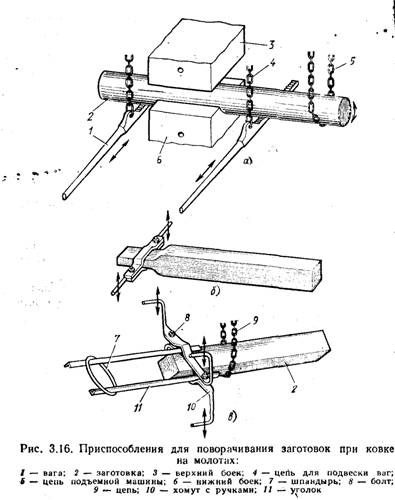
Ломики используют для кантовки заготовок на нижних бойках молотов.
Вага может использоваться как ломик. Ей работать надежнее, так как она имеет зубцы, не допускающие взаимного скольжения между вагой и заготовкой. При наличии подъемно-транспортных средств и ковке длинные тяжелых заготовок две ваги подвешивают на цепях з« отверстия и ими поворачивают заготовку, как показана на рис. 3.16, а.
Ручной кантрватель (рис. 3.16, Б) исполь-. вуется для вращения заготовок (поковок) вокруг горизонтальной оси при ковке их на молотах.
Ручной манипулятор-кантователь (воротяжка) применяется для зажима заготовок средней массы и кантовки их в процессе ковки (рис. 3.16, в). На заготовку накладывают*два уголка и зажимают хомутом. Подвеску заготовки можно осуществлять на цепь подъемного средства или на цепь с регулируемой длиной, стационарно подвешенную вблизи молота.
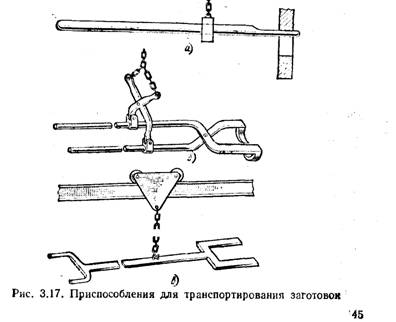
Подачу относительно небольших заготовок от печи к молоту можно осуществлять по наклонным металлическим лоткам.
Лопата-штырь (рис. 3.17, а) применяется для загрузки заготовок с отверстиями в печь и выгрузки их из печи.
Посадочные клещи (рис. 3.17, б) предназначены для загрузки в печь и выгрузки из печи заготовок цилиндрической формы.
Монорельс с вилкой (рис. 3.17, В) имеет наклон рельса от печи к молоту. Он предназначен для транспортирования нагретых заготовок.
3.5. Измерительный инструмент
Измерительный инструмент может быть универсальным и специальным.
Универсальный инструмент, наиболее часто применяемый в кузницах, следующий (рис. 3.18).
Стальная линейка предназначена для измерения линейных размеров. В зависимости от размеров поковок используют линейки длиной 250, 300, 500, 750 и 1000мм.
Металлический складной метр имеет то же назначение, что и стальная линейка. Он состоит из звеньев по 100 мм, соединенных между собой шарнирно, что позволяет складывать его и раскладывать до требуемой длины в пределах 1 м.
Рулетка представляет собой металлическую гибкую ленту с нанесенными рисками. Благодаря гибкости ленты рулеткой можно измерять кроме линейных размеров длины дуг, окружностей и других кривых линий. Лента может быть длиной 1 ... 50 м.
Штангенциркуль предназначен для измерения наружных и внутренних размеров деталей, в том числе диаметров окружностей. Штангенциркулями можно измерять детали с размерами 200 ... 2000 мм.
Штангенглубиномер предназначен для измерения глубины глухих отверстий и впадин или высот у выступов. Пределы измерений 100 ... 500 мм.
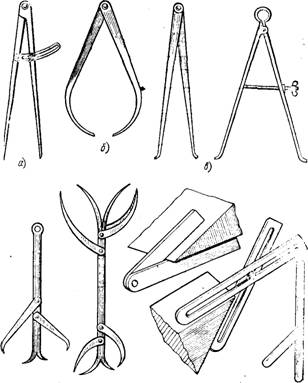
Разметочный циркуль (рис. 3.18, А) применяется для получения контрольных точек (углублений) на заготовках и поковках, используемых при ковке (например, помечают центры пробиваемых отверстий) и при последующей механической обработке поковок. Он состоит из двух шарнирно соединенных стержней с планкой, имеющей прорезь по дуге окружности, и винтом для фиксирования требуемого размера между рабочими концами рычагов. Углубления по разметке выполняют Кернами, Которые изготовляют по ГОСТ 7213—72.
Кронциркуль (рис. 3.18, Б) предназначен для измерения наружных линейных и диаметральных размеров холодных и горячих заготовок и поковок. Он состоит из двух шарнирно соединенных рычагов с загнутыми внутрь рабочими концами. Для измерения концы сдвигают (раздвигают) до соприкосновения с измеряемым размером заготовки (поксвки), а затем концы накладывают на линейку и узнают измеряемый размер.
46
Г) З) Рис. 3.18. Универсальный измерительный иютруменг
Нутрометр (рис. 3.18, в) предназначен для измерения внутренних линейных размеров и диаметров заготовок и поковок. По конструкции он аналогичен кронциркулю, только рабочие концы рычагов отогнуты на-Ружу. Для точных и частых измерений применяют нутро-мето с регулировочным винтом (рис. 3.18, В).
Кузнечные кронциркули (рис. 3.18, Г) Могут быть одинарными, двойными и тройными. Кузнец устанавливает одну пару ножек по заданному меньшему размеру (для наружных измерений непроходной размер), а другую — по заданному большому размеру (для наружных измерений проходной размер), т. е. в пределах измерений. Для гнутреиних измерений, наоборот, меньший размер проходной, больший — не проходной. Так он мо-
47
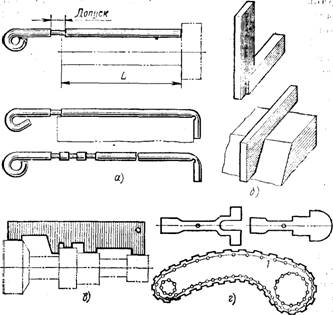
Рис. 3.19. Шаблоны
Жет в процессе ковки измерять размеры поковок в пределах допусков, без каких-либо перенастроек инструмента. Кузнечными кронциркулями также можно измерять несколько контролируемых размеров поковки в процессе ее ковки. •
Рычаги кронциркулей и нутромеров можно изготовлять из сталей 35 и 45 с последующей закалкой, а заклепки-шарниры из стали 15.
Угломер у ни в е"р сальный предназначен для измерения любых углов готовых поковок и перенесения размеров углов с одной поковки на другую. Он состоит из двух рычагов, соединенных шарнирно винтом, который одновременно используется в качестве фиксатора угла, установленного между рычагами. Конструкции угломеров и способы измерения ими углов показаны на рис. 3.18, Д.
Специальный инструмент предназначен для измерения нескольких одноименных (линейных, угловых димеров) размеров прерывисто через определенный интервал ил|
43
Только одного размера. В кузницах наиболее часто применяется следующий специальный инструмент в виде шаблонов и калибров (рис. 3.19).
Прутковые шаблоны (рис. 3.19, А) предназначены для измерения линейных размеров по длине или ширине поковок.
Угловые шаблоны (рис. 3.19, б) предназначены для контроля' углов у поковок. Их изготовляют с постоянными наиболее часто встречающимися углами (30, 45, 90°) и используют для соответствующих поковок или выполняют с одним любым углом только для одной поковки.
Профильные шаблоны предназначены для контроля размеров выступов и впадин, а также расстояний между ними у поковок с изменяющимися размерами в разных сечениях. Пример профильного шаблона показан па рис. 3.19, в.
Контурные шаблоны (рис. 3.19, Г) предназначены для контроля форм и размеров сложных поковок, путем наложения этих шаблонов на поковку. У контрольного шаблона / контрольные зарубки определяют предельные припуски на обработку резанием. Иногда они имеют отверстия для разметки поковок кернами к последующей механической обработке.
Калибры используются для контроля толщин поковок в процессе ковки (рис. 3.20). , .
Предельная скоба (рис. 3.20, а) с выточкой, определяющей допуск на размер, т. е. Пр — размер поковки должен проходить, ЯБ— ;
Размер поковки не должен проходить. т
|
|

Регулируемая ско-^ б а (рис. 3.20, б) имеет, как и продольная скоба, допуск на размер, обозначенный на рисунке Пр и НЕ.
Калибр-гребенка (рис. 3.19,в) применяется при изготовлении поковок с большим количеством ковочных перехо-
Рис. 3.20. Калибры
49
Дов. Им измеряют размеры толщин и высот нагретых поковок. Этот калибр имеет выоезы для размеров 3 ... 35 мм.
3.6. Уход за инструментом
Для поддержания инструмента в рабочем состоянии необходимо выполнять следующие правила.
Перед началом работы надо проверить наковальню и очистить рабочие части ее от окалины, масла и воды. Очистить наковальню металлической щеткой или скребком. Руками, даже в рукавпцах, очищать наковальню нельзя.
Проверить наковальню на отсутствие трещин. Проверку осуществляют легкими ударами молотка по наличнику. При этом молоток должен отскакивать, а наковальня издавать чистый звонкий недребезжащий звук высокого тона. Наковальня, имеющая трещины, издает глухой дребезжащий звук,
Подобрать требующийся рабочий и измерительный инструмент и проверить его. При этом кувалды и молотки-ручники должны быть прочно насажены на. деревянные ручки, а накладной инструмент может иметь некоторую подвижность на ручках, но не спадать с них. Измерительный инструмент должен быть исправным и чистым.
Если инструмент мокрый и замасленный, то его следует протереть сухой ветошью и проверить, не имеет ли он трещин, вмятин, зарубов, заворотов по краям рабочей части, которые могут выкрошиться во время работы и травмировать кузнеца или другого человека, находящегося в кузнице. Рабочие и ударные части у инструмента должны быть выпуклыми, без заворотов по краям. Пользоваться инструментом с дефектами запрещается. Его немедленно нужно ремонтировать или заменить.
Перед работой необходимо кузнечный и измерительный инструмент разложить на столе справа от кузнеца в порядке, удобном для работы. Инструмент на столе раскладывают в строго определенном порядке. На верхнюю полку кладут молоток-ручник, зубило, клещи, измерительный и другой инструмент. Чтобы его удобно было брать, ручки должны выступать за край стола. Наготове следует держать только нужный для данной работы инструмент. В удсбном месте для кузнеца (например, сзади, со стороны горна) ставят этажерку с набором разного
60
Дополнительного инструмента, который может понадобиться при работе.
Перед началом ковки рекомендуется подогревать рабочий инструмент до температуры'150 ... 250 °С, чтобы уменьшить термические напряжения, возникающие в инструменте при соприкосновении его с горячим металлом.
Во время работы нужяо пользоваться инструментом только по его прямому назначению. Нельзя ковать холодный металл, так как острый инструмент затупится, а у неострого образуются преждевременные завороты и трещины. После каждого пользования класть инструмент на отведенное для него место.
Необходимо предохранять инструмент от повреждений. Не бросать, а класть его даже на предметы более мягкие, чем сам инструмент.
Периодически очищать наковальню от окалины.
По окончании работы нужно проверить исправность инструмента, и если он исправен и чист, то положить его на место хранения.
Постоянно необходимо следить за тем, чтобы острый инструмент был правильно заточен. Своевременно заменять деревянные ручки. Измерительный инструмент периодически надо проверять на точность измерений. Инструмент следует хранить в отведенных для него мостах.
|
|