Автомат для завертывания штучных изделий в целлофан Автомат типа АЗМ для завертывания штучных изделий в целлофан относится к группе автоматов с непрерывным обраӯзованием трубки оберточного материала.На рис. 67 дан схематичеӯский чертеж автомата типа АЗМ, который предназначен для инӯдивидуального завертывания штучных изделий, имеющих форму прямоугольного паралӯлелепипеда длиной 220 мм, шиӯриной 120 мм и высотой 50 мм, в термически склеиваемый руӯлонный оберточный материал.Автомат состоит из следующих частей: устройства, подаюӯщего оберточный материал; устройства для свертывания в трубку ленты оберточного материала; транспортера, подающего заверӯтываемые изделия; устройства для термического склеивания проӯдольного шву трубки оберточного материала; транспортеров, неӯпрерывно протягивающих трубку вместе с помещенными в ней изделиями; механизма вдавливания боковых сторон трубки и механизма для термического склеивания и разрезания поперечного шва трубки. 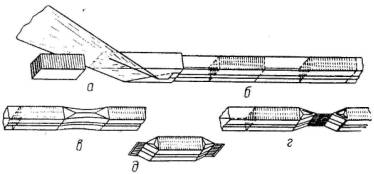 Рис. 68. Схема завертывания штучных изделий в целлофан. На рис. 68 показана последовательность операций завертыӯвания изделий. Лента обертки непрерывно подается из рулона к устройству, где свертывается в трубку прямоугольного сечения. Изделие подается в трубку транспортером (а). Образующийся при свертывании трубки продольный шов внахлестку непрерывно термически склеивается (б). Подвижными подгибателями боковые стенки трубки вдавливаются в промежутках между изделиями (в). Вращающимися секторами трубка сплющивается, термически склеӯивается поперечный шов (г), который посредине разрезается, чем отделяется готовое изделие (д).Изделия завертываются в этой последовательности следуюӯщим образом. Размотанная из рулона барабаном 4 (рис. 67) лента оберточного материала через направляющий ролик 3 поступает к устройству 5 для свертывания в трубку. Это устройство (рис. 69) представляет собой коробку, имеющую в сечении прямоугольную или другую правильную форму, с открытыми торцами и незамӯкнутым на дне контуром, образующим щель между стенками дна для пропуска одной из кромок ленты. Вторая кромка ленты проӯходит через прорезь 1 верхней стенки дна коробки и накладыӯвается на первую под созданным этой прорезью Г-образным языӯком 2, служащим площадкой для склейки обеих кромок.При непрерывном протягивании трубки через это устройство продольный шов ее термически склеивается подпружиненным рифленым роликом 6 (рис. 67), в который вмонтирован электронагревательный элемент. Завертываемые изделия подаются цепным пластинчатым транспортером 1, на звеньях которого на равном расстоянии друг от Друга размещены упоры 2. При непрерывном движении цепи транспортера упоры подают завертываемые изделия в трубку из оберточного материала в процессе ее формирования. Трубка вместе с помещенными в ней изделиями непрерывно протягивается через свертывающее ее устройство двумя ленточными транспортерами 7, захватывающими изделия в трубке. При дальнейшем продвижении трубки ее боковые стенки вдавливаются в промежутках между смежными изделиями с помощью двух подвижных подгибателей 8, расположенных в горизонтальной плоскости по оси трубки и приводимых в движение кулачковыми механизмами. Двумя вращающимися рифлеными секторами 9 трубка сплющивается и поперечный шов термически склеивается. Секторы нагреваются вмонтированными в них электронагревательными элементами 10. Одновременно поперечный шов разрезается посредине ножом 11. Завернутое изделие поступает на отводящий ленточный транспортер 12. Автомат приводится в действие от электродвигателя мощностью 0,27 квт, Производительность автомата - 35 шт/мин. Габаритные размеры автомата (в мм): длина - 4482, ширина - 842, высота - 1265. Вес автомата - 640 кг. 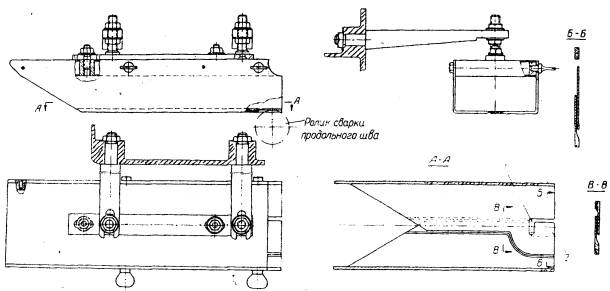 Рис. 69. Устройство для свертывания ленты целлофана в трубку |