Пластинчатый электрофильтр
На рис. 41 изображен электрофильтр, представляющий собой двухсекционную прямоугольную камеру. Секции в электрофильтре расположены одна за другой, поэтому газ подвергается обессмоливанию последовательно. В каждой секции расположено по девять осадительных электродов в виде пластин размером 2100 — 3600 мм, параллельно расположенных одна от другой на расстоянии 285 мм. Между осадительными электродами находится стальная рама с висящими на ней коронирующими проводами, расположенными друг от друга на расстоянии 230 мм. Внизу к каждому коронирующему проводу подвешен груз, обеспечивающий необходимое натяжение электрода. Геометрический объем каждой секции равен 33 м³, из них 15 м³ занимает коронирующее поле,
Рисунок 41

Часть газа может проходить по электрофильтру, минуя коронный разряд, вследствие чего степень очистки газа от смолы ухудшается. При нахождении газа в электрофильтре 6,3 — 7,6 сек коэффициент осаждения смолы достигает 90% при напряжении 60 кв. Повышая напряжение, подаваемое на электрофильтры, можно увеличить коэффициент очистки газа до 95%, но при этом появляются частые электрические пробои и нормальная работа электрофильтра становится невозможной. Изменение очистки газа от смолы в зависимости от напряжения, подаваемого на электрофильтр, показано на рис. 42. Степень выделения смолы из газа увеличивается до 95% при снижении производительности электрофильтра по газу примерно в 2 раза.
Рисунок 42

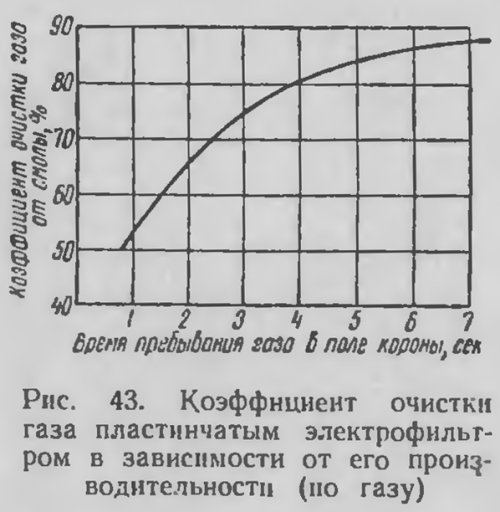
На рис. 43 приведены данные о степени очистки газа от смолы в зависимости от производительности электрофильтра по газу,
Рисунок 43
Максимальный ток короны наблюдается при условии, когда газ не поступает в камеру электрофильтра. По мере увеличения подачи газа ток короны уменьшается. Чтобы * увеличить ток короны при повышении производительности электрофильтра по газу, необходимо увеличивать напряжение, подаваемое на коронирующую систему, что возможно до известного предела, так как при увеличении напряжения появляются электропробои.
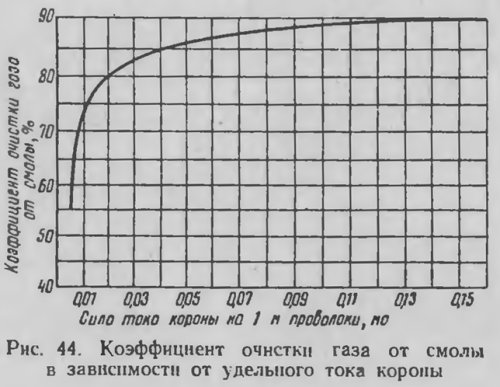
Оптимальное напряжение на электрофильтре и его производительность можно определить величиной тока короны в пересчете на 1 пог. м коронирующего провода. На рис. 44 приведены опытные данные изменения коэффициента очистки газа от смолы при температуре 74 — 75° в зависимости от удельного тока короны, откуда видно, что значение тока короны при достижении оптимальной очистки газа равно примерно 0,1 ма на 1 пог. м коронирующего провода. Увеличение тока короны до 0,15 ма существенного улучшения очистки газа не дает.
Рисунок 44
Однако увеличение тока короны (при одной и той же производительности электрофильтра по газу) не всегда допустимо
Выход такого конденсата по электрофильтру в пересчете на единицу газифицируемой щепы хвойных пород при влажности древесины около 40% составляет 95 — 110 кг/пл. м³. Кроме смолы, из газа осаждаются и другие продукты. На основе опыта работы можно считать, что при температурах 74 — 76° при помощи пластинчатых электрофильтров из древесногенераторного газа, кроме смолы, выделяется 40% летучих кислот и 12% воды. Остальное количество этих веществ (60% кислоты и 88% воды) проходит с газом через электрофильтр. В пластинчатых электрофильтрах осадительные электроды, изготовленные из листовой стали толщиной 10 мм, вследствие коррозии выходили из строя через 3 — 4 месяца. После замены этих электродов деревянными продолжительность работы осадительных электродов без замены увеличилась в 6 — 8 раз.