Сварка, пайка, склейка и резка материалов
Лазерная сварка
При лазерной сварке для оплавления свариваемых кромок используют световой пучок. Сконцентрированный световой луч характеризуется монохроматичностью, когерентностью, параллельностью и высокой плотностью энергии.
Благодаря этому можно наплавлять и сваривать материалы на весьма ограниченных участках. По типу лазеров и способу их использования различают импульсную сварку и сварку с непрерывным лазерным лучом.

а — твердотельный лазер: J — резонатор; 2.1 — отражающее зеркало; 2.2 — полупрозрачное зеркало; 3 — лампа накачки; 4 — лазерный луч; б — фокусирующая линза; 6 — свариваемое изделие; 7 — устройство для перемещения свариваемого изделия; б — газовый лазер: 1 — отражающее зеркало; 2 — разрядная трубка; 3 — полупрозрачное зеркало; 4 — поворачивающее зеркало; 5 — блокировка излучения; 6 — фокусирующая линза; 7 — лазерный луч; 8 — свариваемое изделие; 9 — устройство для перемещения свариваемого изделия.
Границы применимости
Границы применимости определяются прежде всего типом лазеров и способом их использования.
Размеры
Таблица 1.44
| Параметр | Сварка | Лaзер | |
|---|---|---|---|
| твердотельный | газовый | ||
| Выходная мощность, Вт | Непрерывная | 102 — 103 | 103 — 104 |
| Импульсная | 104 — 109 | 103 — 105 | |
| Максимальная толщина листа, мм | Непрерывная | 4,0 | 20 (60) |
| Импульсная | 0,5 | ||
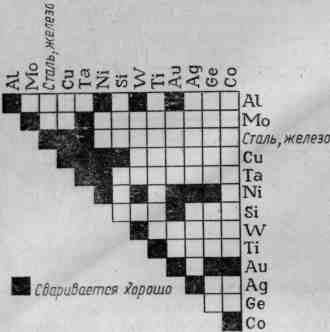
Группы материалов: тугоплавкие материалы, имеющие высокую теплопроводность, например Au, Ag, Си и А1; комбинированные биметаллы. Основные комбинации свариваемых материалов показаны на рис. 1.23.
Рис. 1.23. Сочетания свариваемых материалов.
Область использования: приборы точной механики и электронное оборудование; детали часов; самолетостроение; обрабатываемые прецизионные детали большой толщины (например, кольца шарикоподшипников, колеса редукторов).
Параметры:
Рубиновый лазер:
- максимальная выходная энергия, Вт-с/импульс — 100
- длительность импульса, мс — 10
- скорость сварки vs max, см/мин — 2,5
Лазер типа YAG:
- максимальная выходная энергия, кВт — 1
- скорость сварки vs max,м/мин — 2
Газовый лазер (газ С02):
- максимальная выходная энергия, кВт — 20 (60)
Рекомендации по исполнению соединений
Швы лазерной сварки идентичны швам электроннолучевой сварки (см. табл. 1.42), поскольку при непрерывной лазерной сварке возможен эффект глубинного проплавления.
Изолированная проволока с лаковым покрытием сваривается при толщине слоя лака до 0,2d. Сваренные внахлестку проволоки следует подравнивать.
При прецизионной сварке необходимо выровнять между собой поперечные сечения свариваемых деталей.
Оборудование
Выбор оборудования определяется типом используемого лазера. Степень соответствия отдельных типов лазеров выполняемым с помощью сварки задачам показана в табл. 1.45.
Таблица 1.45
| Обозначение: × — пригоден; (×) — пригоден при определенных условиях; — непригоден. | ||||
| Вид сварки | Твердотельный лазер | Лазер YAG | Газовый лазер (С02) | |
|---|---|---|---|---|
| рубиновый | неодимовый | |||
| Точечная | × | × | × | (×) |
| Шовная точечная сварка | × | × | × | (×) |
| Шовная (роликовая) сварка | — | — | × | × |
| Сварка металлов | × | × | × | × |
| Сварка неметаллов | — | — | — | × |
Таблица 1.46
| * — Гц. | |||
| Марка установки | Максимальная выходная энергия, Вт.с | Частота импульсов мин–1 | Страна — изготовитель |
|---|---|---|---|
| К-3 | 10 | 3 | СССР |
| УЛ-20 | 20 | 12 | » |
| LSB10/LK20N | 100 | 2* | ФРГ |
Таблица 1.47
| Марка установки | Выходная мощность, Вт | Страна — изготовитель |
|---|---|---|
| SHL | 100 | ФРГ |
| ZIS 738 | 200 | ГДР |
| Лабораторная | 2 — 10³ | США/Англия |
Техника выполнения сварки
Химически активные материалы сваривают в среде защитного газа или под стеклянным колпаком.
Не следует превышать плотность мощности 106 — 107 Вт/см². Основные рабочие параметры сварки стыковых соединений без разделки кромок приведены ниже.
Рабочие параметры сварки встык хромоникелевой стали импульсным твердотельным лазером:
- Толщина s, мм — 0,13 0,26 0,40 3,3
- Выходная энергия, Вт-с — 5,0 10,0
Рабочие параметры сварки встык хромоникелевой стали газовым лазером (газ СО²):
- Толщина s, мм — 0,13 0,25 0,42 0,80 1,0 2,0 5,0
- Скорость сварки vs, м/мин — 2,3 0,9 0,3 2,5 2,0 1,0 0,6
- Выходная энергия, Вт-с — 0,2 0,2 0,2 0,9 0,9 0,9 1,2
Рабочие параметры сварки встык хромоникелевой стали лазером YAG:
- Толщина s, мм — 9,5 12,7 1,3 20,0 0,13* 0,25*
- Скорость сварки vs, м/мин — 0,6 2,5 1,3 3,6 1,3
- Выходная энергия, Вт-с — 5,0 20,0 20,0 0,2 0,2
- *Титан.