Сварка, пайка, склейка и резка материалов
Электроннолучевая сварка
В процессе сварки используется тепло, выделяющееся при соударении ускоренных электронов с металлом свариваемых деталей. Характеристики электронного луча и возможность использования данного способа сварки определяются прежде всего величиной ускоряющего напряжения и степенью вакуума в рабочей камере. По технологическим условиям различают следующие основные варианты электроннолучевой сварки:
- cварка с глубинным (кинжальным) проплавлением без присадочных материалов (при толщине металла от 3 до 100 мм);
- сварка с присадочным материалом (при толщине металла > 5 мм);
- прецизионная сварка без формирования парогазового канала и без разбрызгивания (при толщине металла < 3 мм).

Границы применимости
Размеры: сварка металла толщиной от нескольких микрометров до 200 мм.
Группы материалов: нелегированные, низколегированные и высоколегированные стали и прежде всего тугоплавкие материалы.
Данный способ сварки применим также для комбинации материалов и для реализации керамических и металлокерамических соединений.
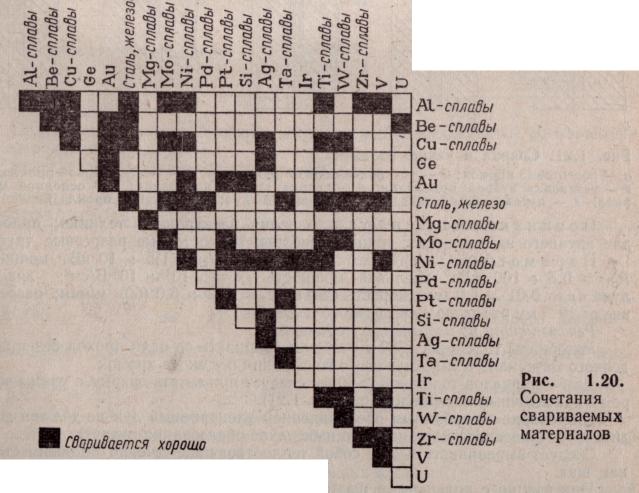
Приведенные на рис. 1.20 комбинации материалов могут быть получены с помощью сварки часто только при использовании промежуточной фольги или присадочного материала.
Выбор присадочного материала в зависимости от основного материала.
| Комбинация материалов | Присадочный материал |
|---|---|
| Никель — тантал | Платина |
| Молибден — сталь | Никель |
| Титан — хромоникелевая сталь | Ванадий |
| Цирконий — хромоникелевая сталь | Ванадий |
| Твердый сплав — сталь | Кобальт, никель |
| Медь — алюминий | Цинк, серебро |
| Латунь — свинец | Олово |
| Нелегированная сталь — низколегированная сталь | 10МпSi8 |
Область использования
Сварка с глубинным проплавлением: ракетостроение; авиационная промышленность; Транспортное машиностроение — в основном производство редукторных шестерен, шарикоподшипников, маховиков; машиностроение (преимущественно инструментальное производство).
Сварка с присадочным материалом: изготовление деталей с узкими допусками по раскрою; при большой толщине листа производство емкостей для химической промышленности; строительство металлоконструкции.
Рисунок 1.21.

- а — подготовка кромок;
- б — установка первой прокладки;
- в — сварка первой прокладки;
- г — установка второй прокладки;
- д — сварка второй прокладки;
- 1 — основной материал;
- 2 — первая прокладка;
- 3 — электронный луч;
- 4 — вторая прокладка.
Прецизионная сварка: изделия электронной техники; приборы для научного исследования; точные приборы; тонкостенные разрезные трубки.
Параметры: ускоряющее напряжение Uв = 1,5/10кВ; мощность Р Str = 05/100 кВт; удельная мощность iF = 5×104/109 " B/см²; диаметр луча dF = 0,01/1,0 мм; скорость сварки vs = 0,2/5,0 (60) м/мин; разрежение от 10 –5 мм рт. ст. до атмосферного давления.
Рекомендации по исполнению соединений
Материалы толщиной < 80 мм следует сваривать за один проход без присапочного материала в виде стыкового соединения без скоса кромок.
Для материалов толщиной > 80 мм следует применять сварку с узким зазором с присадочным материалом (см. рис. 1.21).
При сварке с глубинным проплавлением электронный луч не должен доходить до свариваемого материала (во избежание образования пустот).
Следует выравнивать между собой теплоотводящие сечения по обеим сторонам шва. При сварке с кольцевыми швами необходимо обеспечить минимальные зазоры по стыку свариваемых кромок.
Возможна огневая резка и подрезка для материалов с допуском размера зазора до 2 мм при использовании присадочного материала.
Оборудование
При электроннолучевой сварке оборудование подразделяется по характеру использования на два типа:
универсальные установки (табл. 1.42), специализированные машины и установки, рассчитанные на сварку изделий определенной формы и размеров.
Таблица 1.42
| Тип машины | Ускоряющее напряжение, кВ | Максимальная мощность Рmax, КВТ | Примечание |
|---|---|---|---|
| ESA 30/5 | 30 | 6 | Плоскостное и угловое движение детали |
| ESB 80/200 | 80 | 0,2 | Установка для прецизионной свар¬ки и обработки |
| ESA 150/10 | 150 | 12,5 | Плоскостное и угловое движение детали |
Сварочные установки состоят из следующих блоков:
- высоковольтный трансформатор 15 — 200 кВ постоянного тока максимальной мощностью 0,5 — 100 кВт;
- электроннооптическая система с системами отклонения, модуляции и фокусировки электронного луча;
- акуумная система для получения высокого вакуума (10 — 5 — 10 — 4 мм рт. ст.), среднего вакуума (10 — 3 — 10 — 1 мм рт. ст.) или устройства для вывода электронного луча в среду с атмосферным давлением;
контрольно-измерительные приборы и приборы управления для стабилизации и регулирования электронного луча, перемещения свариваемой детали и получения нужного вакуума.
Выбор основного и присадочного материала
При электроннолучевой сварке обычно не используют присадочные материалы; их применяют только для регулирования качества металла шва, а также при больших зазорах по стыку свариваемых кромок (см. табл. 1.46).
Техника сварки
Для сварки в вакууме характерна следующая последовательность выполнения работ:
- размещение свариваемой детали в вакуумной камере;
- откачка воздуха из рабочей камеры до получения нужного уровня вакуума;
- набор рабочих параметров сварки (по табл. 1.43);
- сварка;
- разгерметизация вакуумной рабочей камеры;
- извлечение сваренной детали из рабочей камеры.
В табл. 1.43 представлены некоторые рабочие параметры сварки встык, соединения без разделки кромок и без присадочного материала.
| Толщина материала S, мм | Ток пучка Is, м А | Ускоряющее напряжение Ls, к В | Скорость сварки vs, м/мин | Толщина материала S, мм | Ток пучка Is, м А | Ускоряющее напряжение Ls, кВ | Скорость сварки vs, м/мин |
|---|---|---|---|---|---|---|---|
| Группа материалов: нелегированная сталь | Группа материалов: нержавеющая хромоникелевая сталь | ||||||
| 0,1 | 1,6 | 25 | 0,4 | 0,1 | 1,4 | 25 | 0,2 |
| 0,2 | 2,0 | 25 | 0,6 | 0,2 | 2,8 | 25 | 0,4 |
| 0,3 | 4,7 | 25 | 0,8 | 0,3 | 6,0 | 25 | 0,8 |
| 0,4 | 6,5 | 25 | 1,0 | 0,4 | 9,0 | 25 | 1,1 |
| 0,5 | 14,7 | 25 | 1,2 | 0,5 | 12,3 | 25 | 1,5 |
| 1,0 | 12,0 | 25 | 0,5 | 1,0 | 8,0 | 25 | 0,6 |
| 2,0 | 24,0 | 25 | 0,6 | 2,0 | 15,0 | 25 | 0,6 |
| 3,0 | 35,0 | 25 | 0,6 | 3,0 | 24,0 | 25 | 0,6 |
| 4,0 | 47,0 | 25 | 0,6 | 4,0 | 30,0 | 25 | 0,6 |
| 5,0 | 58,0 | 25 | 0,6 | 5,0 | 38,0 | 25 | 0,6 |
| 10,0 | 115,0 | 25 | 0,6 | 10,0 | 25 | 0,6 | |
Примечание. Стыковое соединение без разделки кромок, диаметр dF = 0,8 мм.