Справочник по композиционным материалам
Формование волокна из мезофазных расплавов пеков
При формовании волокон из мезофазных пеков может быть использована та же технология, что и при получении обычных синтетических волокон [169—176]. Для этой цели применяется техника формования волокон из расплавов. Исходный материал, содержащий обычно 50 ... 90 % мезофазы, помещается в экстру-
Дер, нагретый предварительно до соответствующей температуры, а затем расплав формуется методом продав - ливания через фильеру в атмосферу инертного газа. Обычно скорость формования составляет 127 м/мин и степень фильерной вытяжки выбирается —1000 : 1. Конечный диаметр волокон составляет 10 ... 15 мкм, но может быть изменен.
Степень вытяжки играет важную роль не только для Рис. 11.24. Фотография в поляризованном получения волокна нужной свете волокна, сформованного из мезомор - ТОЛЩИНЫ, НО и ДЛЯ увели - фного пека чения степени молекулярной
Ориентации в волокне [177]. При малых степенях вытяжки (сечение волокна равно площади сечения фильеры) степень молекулярной ориентации мала. При более высоких степенях вытяжки, а соответственно и ориентации, образуется структура оболочка—ядро. Структура связана с распределением сдвиговых напряжений, появляющихся при взаимодействии потока пека со стенками фильеры, по сечению волокна. Таким образом, молекулярная ориентация неоднородна и уменьшается к центру волокна.
|
|
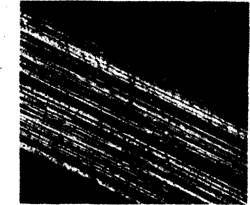
Волокна, подвергнутые сильной вытяжке и обладающие высокой степенью молекулярной ориентации, оказываются более однородными [175]. Как видно—на ~рис. Н.24-, практически невозможно обнаружить различия в ориентации волокон в поляризо'- ванном свете [59]. Существуют три основных типа упорядочения 276
структуры пековых волокон в зависимости от отношения сдвиговых и продольных напряжений, возникающих при формовании волокна. Эти структуры, получившие названия радиальной, луковичной и радиально-изотропной, представлены на рис. 11.25
|
|
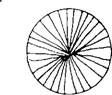
Рис. 11.25. Структуры волокон, полученных из пеков:
А -» радиальная; б — луковичная; в раднально-изотропная
В УВ с радиальной структурой кристаллы как бы исходят из центра сечения волокна. В луковичной структуре они замкнуты и образуют слои, аналогичные луковым чешуйкам. Наконец, в изотропно-радиальной структуре не существует упорядоченности кристаллов в сечении УВ. Однако во всех описанных случаях имеет место ориентация графитовых плоскостей параллельно оси волокна.
|
|

|
|

|
Е, ГПа
Рис. 11.26. Изменение модуля упругости Е УВ из асфальтовых пеков после термообработки при 1000 °С в зависимости от температуры отверждения исходного волокна Т |
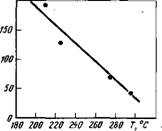
В связи с тем что мезофазные пеки термопластичны, перед карбонизацией проводят термообработку с целью сшивки, пеков. Это необходимо для избежания протекания релаксационных процессов при высоких температурах. Волокна сшиваются при температуре ~300 °С в кислородсодержащей атмосфере либо при более низких температурах в сильно окисляющихся жидкостях. В результате такой обработки большие блюдцеобразные молекулы, соединенные вместе вмезофазной структуре, сшиваются под влиянием окислительной полимеризации и образуют стабилизированное волокно. В свою очередь такое волокно уже может быть подвергнуто карбонизации. Особое внимание должно быть обращено на законченность реакций сшивки, приводящих к снижению протекания релаксационных процессов, которые уменьшают полученную при формовании молекулярную ориентацию. А это в свою очередь может привести к резкому ухудшению физико-механических свойств УВ [178]. Влияние температуры при отверждении исходного волокна из пеков на модуль упругости показано на рис. 11.26 [59].