Справочник по композиционным материалам
Арамидные волокна и ткани
Арамидные волокнообразующие полимеры, т. е. ароматические полиамиды, получают методом поликонденсации диаминов и гало - генангидридов дикарбоновых кислот в растворе при низкой температуре. Прядение осуществляется из растворов в сильных кислотах (в частности, при производстве кевлара используется концентрированная серная кислота) по «сухо-мокрому» способу. Получение арамидных волокон на основе различных полиамидов, синтезированных из диаминов и галогенангидридов дикарбоновых кислот, было описано в работе [1]. В принципе волокнообразующие полимеры получают быстрым добавлением хлор ангидридов дикарбоновых кислот к холодному (5 ... 10 °С) раствору диамина при интенсивном перемешивании. Образующийся при этом полимер в виде крошки или геля затем измельчается, промывается и высушивается. 340
При формовании волокон и нитей раствор очищенного полимера в сильной кислоте экструдируется через фильеру при повышенной температуре (51 ... 100 °С) и после прохождения воздушной прослойки (толщиной 5 ... 19 мм) попадает в осадитель-
|
А — горизонтальная заправка; б — вертикальная - схема; 1 — червяк; 2 — прядильная головка; 3 — фнльера; 4 — элементарные волокна; 5 — газовая прослойка; 6 — ннте - проводннк; 8 — осаднтельная ванна; 8 — упрочненне формуемой ннтн; 9 — приемная бобина; 10 — корпус; 11 — прядильная трубка; 12 — тубус для оборотной ванны; 13 — насос; 14 — секция упрочнения формуемой нити; 15 —- приемный бачок осадн - тельной ванны |
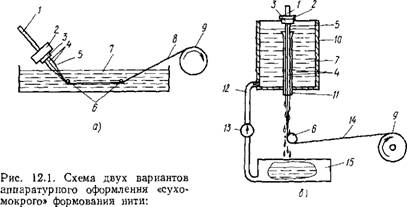
Ную ванну с холодной (0 ... 4 °С) водой (рис. 12.1). Свойства волокна могут варьировать при изменении природы использованного растворителя, условий нитеобразования, а также при последующих термических обработках свежесформованных волокон. После тщательной промывки нити высушиваются на бобинах.