Двухкарусельный автомат для наполнения и запечатывания плоских пакетов Для наполнения и запечатывания плоских пакетов применяют двухкарусельный автомат, который снабжается готовыми пакетами, изготовленными на специальных пакетоделательных автоматах. Двухкарусельный автомат расфасовывает и упаковывает различные пряности (перец, корицу, гвоздику и др.) в готовые одно - или двухслойные плоские мягкие пакеты. Вес продукта в пакете от 10 до 100 г. Автомат (рис. 16) состоит из следующих частей: кассеты 16, в которую помещается стопка готовых пакетов; приемного бункера 11 для продукта с мешалкой и ворошителем; объемного поршневого дозатора 10; насыпной карусели 17 с четырьмя лопатками 14 и прижимами 15, придерживающими одетые на лопатку пакеты;: траверсы 7, на которой закреплены: толкатель 9 для передачи пакета из насыпной карусели на упаковочную, механизм 8 предварительного загибания створки пакета, механизм 5 окончательного загибания створки, кулачковая планка 4 механизма прижима загнутой створки и кулачковая планка 6 механизма штемпеля для простановки даты выпуска продукта; упаковочной карусели 3, на которой запечатывается наполненный продуктом пакет; кулачкового вала 19 с кулачками, звездочками и зубчатыми колесами, передающими движение исполнительным механизмам автомата и дозатору; электродвигателя 20 для привода автомата; вентилятора 1 для отсоса пыли, выделяющейся при дозировании продукта, и электродвигателя 2 для привода вентилятора. На рис. 17 изображена технологическая схема работы автомата, показывающая последовательность процессов наполнения и запечатывания пакета. 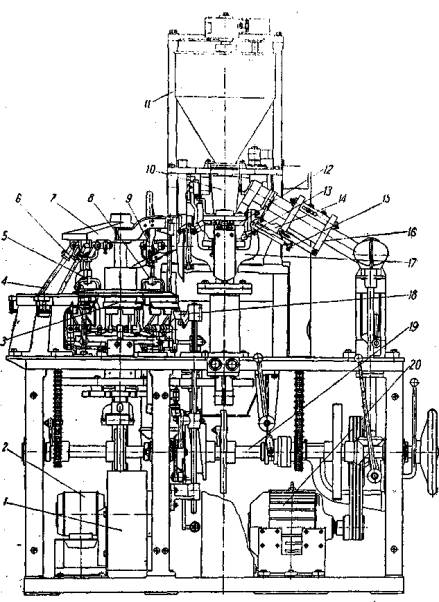 Рис. 16. Двухкарусельный автомат для наполнения и запечатывания плоских пакетов. Стопка готовых пакетов закладывается вручную в кассету. Кассета, перемещаясь по подвижной; направляющей, переносит стопку пакетов к лопатке насыпной карусели. При этом на лопатку одевается нижний пакет, который удерживается на ней специальным прижимом (позиция 1).При повороте насыпной карусели на 90° лопатка с надетым пакетом скользит роликом 13 (рис. 16) в пазе неподвижного цилиндрического кулачка 12 и, заняв почти вертикальное положение, становится под насыпную воронку объемного поршневого дозатора. Здесь происходит наполнение пакета продуктом (позиция 2, рис. 17). 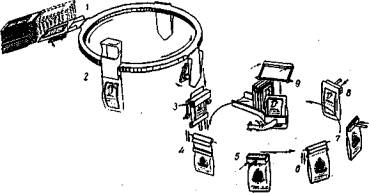 Рис. 17. Технологическая схема двухкарусельного автомата для наполнения и запечатывания плоских пакетов. После поворота насыпной карусели еще на 90°, в позиции 3, наполненный продуктом пакет передается на упаковочную карусель расположенную ниже насыпной. При этом прижим, удерживавший пакет на лопатке насыпной карусели, отводится, и пакет под действием собственного веса, а также толкателя, закрепленного на траверсе, опускается в чашечку 18 (рис. 16). Чашечка, перемещаясь вниз, подводит пакет к угольнику упаковочной карусели где пакет прижимается к угольнику прижимной, планкой. Чашечка опускается дальше, а пакет остается зажатым прижимной планкой на угольнике упаковочной карусели. Периодически вращающаяся упаковочная карусель переносит пакет в позицию 4 (рис. 17), где предварительно загибается створка пакета. Механизм предварительного загибания закреплен на траверсе которая совершает вертикальное возвратно-поступательное движение. При движении траверсы вниз ролик механизма предварительного загибания, прокатываясь по створке, загибает ее. Благодаря упругости материала пакета, створка после загибания расправляется настолько, что не мешает нанесению клея на пакет. Клеи на пакет наносится в позиции 5 резиновым мазком, который снимает клей с вращающегося валика клеевой ванны, перемещается к пакету, поворачивается и наносит на пакет полоску клея. В позиции 6 створки пакета полностью загибаются роликом механизма окончательного загибания. Для лучшего склеивания с пакетом загнутая створка прижимается ползуном в позиции 7. Прижимной ползун приводится в движение кулачковой планкой, закрепленной на траверсе. Дата выпуска продукта проставляется штемпелем в позиции 8. Готовый пакет механизмом выталкивателя перемещается на лоток (позиция 9). 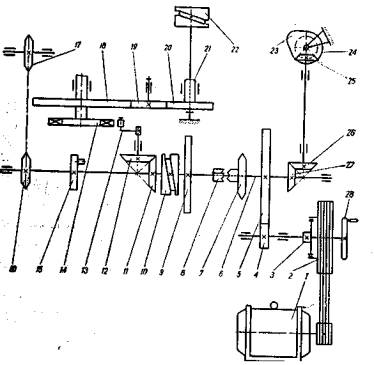 Рис. 18. Кинематическая схема привода двухкарусельного автомата для наполнения и запечатывания плоских пакетов. Автомат приводится в действие от электродвигателя мощностью 1 квт. Кинематическая схема привода автомата изображена на рис. 18. От электродвигателя 1 через ременную передачу приводится в движение шкив 2, сидящий вхолостую на промежуточном валу. При включении сцепной фрикционной муфты 3 начинает вращаться промежуточный вал, от которого через цилиндрическую зубчатую передачу 4, 5 приводится в движение кулачковый вал 6. С помощью маховика 28 можно проворачивать автомат вручную при выключенной сцепной муфте. От кулачкового вала двумя парами конических зубчатых колес 27, 26, 25, 24 и кривошипным механизмом (на схеме не показан) приводится в движение кассета. С помощью кулачка 23, закрепленного на одном валу с конической шестерней 24, приводится в поступательное движение вверх и вниз направляющая кассеты. При включении кулачковой муфты 5 звездочкой 7 цепной передачи движение сообщается объемному поршневому дозатору. Пазовый кулачек 9 передает движение механизму чашечки. От цилиндрического кулачка 10 движение сообщается механизму выталкивателя готовых пакетов. Кроме того, этот кулачок служит для отвода планки, прижимающей наполненный продуктом пакет к угольнику упаковочной карусели. Через коническую зубчатую передачу 11, 12, водило 13, восьмипазовый мальтийский крест 14 приводится в движение упаковочная карусель, а от вала этой карусели через зубчатые колеса 18, 19 и 20 с передаточным отношением 1 : 2 движение передается валу 21 насыпной карусели. Неподвижный цилиндрический кулачок 22 придает лопаткам насыпной карусели необходимое положение в каждой позиции. Эксцентриком 15 сообщается траверсе возвратно-поступательное вертикальное движение. Через цепную передачу 16, 17 приводится в движение валик клеевой ванны. В автомате предусмотрена механическая блокировка для выключения механизма нанесения клея на пакет в случае отсутствия пакета в позиции нанесения клея. Блокировка для остановки поршневого дозатора (если не будет подан очередной пустой пакет) в автомате не предусмотрена. Порция продукта, выданная в этом случае дозатором, отсасывается вентилятором для отсоса пыли продукта. Производительность автомата 40-60 пакетов в минуту. Габаритные размеры автомата (в мм): длина - 1400, высота с дозатором - 2000, ширина - 1000. Вес автомата - 950 кг. |